Welding Safety: Achieving High-Quality Welds – The Essential Guide to Selecting Shielding Gases (WeldSafe Essentials 20)
Shielding gas is one of those parameters that experienced welders make decisions about instinctively — and beginners often get badly wrong. It’s not just “the stuff that keeps air out.” The gas you choose directly affects arc stability, metal transfer behavior, pool oxidation, spatter levels, bead appearance, and porosity rates. A wrong call on gas selection doesn’t just look bad; it drives up rework costs and undermines structural integrity.
In this issue of WeldSafe Essentials, we break down shielding gas selection by welding process and base material, then walk through a practical three-step decision framework we use at ZMDE on the shop floor.

Core Principle: Match the Gas to the Process and Material
There’s no single “best” shielding gas. There’s only the right one for your specific combination of process, material, and production requirements. The recommendations below are starting points — final tuning always requires test welds on actual scrap material before committing to a production run.
Standard Gas Recommendations by Welding Process
| Welding Process | Primary Materials | Recommended Shielding Gas | Key Characteristics |
|---|---|---|---|
| TIG (GTAW) | All metals, especially Al, Cu, Stainless Steel | Pure Argon (Ar) | Cleanest arc, minimal oxidation, excellent bead appearance |
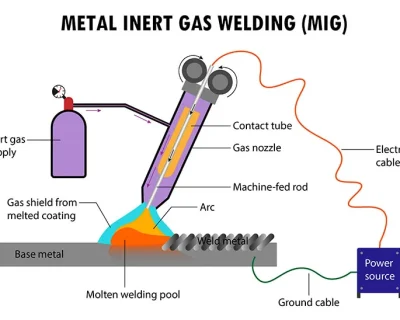
| MIG (GMAW) | Aluminum, Copper, Nickel (non-ferrous) | Pure Argon or Argon-Helium mixes | Stable arc, good for light-gauge materials |
| MAG (GMAW) | Carbon Steel, Low-Alloy Steel, Stainless Steel | CO₂ or Argon-based mixes (Ar+CO₂ / Ar+O₂) | Cost-effective, good penetration, suited for steel fabrication |
Detailed Selection Guide by Material
1. Mild / Carbon Steel
- 100% CO₂: The most economical option. Deep penetration, well-suited for thicker materials. Produces noticeably more spatter — factor that into your cleanup cost if you’re running high volume.
- C-25 (75% Ar / 25% CO₂): The industry standard for MAG welding on carbon steel. Strong all-around balance of arc stability, penetration, and spatter control. Reliable for all-position welding.
- Higher Ar/CO₂ ratios (e.g., 90/10, 85/15): More argon means a better bead appearance and less spatter, with a modest trade-off in penetration depth. Worth it for visible seams or automated lines where post-weld cleanup time matters.
2. Stainless Steel
- Tri-Mix (e.g., 90% He + 7.5% Ar + 2.5% CO₂): Common for short-circuit transfer. Stable arc, good bead profile, and predictable behavior across positions.
- Argon + 2–5% Oxygen: Preferred for spray transfer. The oxygen addition improves weld pool fluidity and produces a noticeably flatter, smoother bead.
- For TIG on stainless: Always 100% Argon. No exceptions.
3. Aluminum
- 100% Argon: Correct for both MIG and TIG on aluminum. The arc stability and cleaning action argon provides on aluminum oxide are irreplaceable. Gas purity here is not optional — even minor contamination causes porosity.
- Argon-Helium mixes (e.g., 75% Ar / 25% He): When you need to push deeper penetration or faster travel speed on thick aluminum sections. Helium raises heat input, which is often exactly what thick plate demands.

Shielding Gas Characteristics at a Glance
| Gas Type | Primary Advantages | Limitations | Best Application |
|---|---|---|---|
| Carbon Dioxide (CO₂) | Deep penetration, lowest cost | Less stable arc, higher spatter, limited to short-circuit and globular transfer | Thick carbon steel, high-deposition work, budget-constrained operations |
| Argon (Ar) | Very stable arc, excellent aluminum cleaning action, minimal spatter | Lower penetration on steel, risk of undercut | TIG welding; MIG on aluminum and non-ferrous metals |
| Argon-CO₂ Mixes | Balances arc stability with penetration and cost; less spatter than pure CO₂ | Higher cost than pure CO₂ | MAG welding of carbon and low-alloy steel — the most versatile daily-use option |
| Argon-Oxygen Mixes | Improves arc stability and weld pool fluidity; flatter bead profile | Increased oxidation; unsuitable for aluminum and reactive metals | Spray transfer on carbon and stainless steels |
Practical Selection Strategy: A 3-Step Guide
Step 1: Define Your Welding Goal
What matters most on this job?
- Bead appearance and cleanliness → Argon-rich mixtures (C-25, 90/10) are the right call.
- Minimizing consumable cost → Pure CO₂ or high-CO₂ mixes will get you there.
- Deep penetration on thick plate → Higher CO₂ content works in your favor.
- Thin-gauge material → Higher argon content gives you a softer, more controllable arc that’s less likely to blow through.
Step 2: Match Gas to Material and Process
- Aluminum and alloys: Always 100% Argon or Ar/He mixes. Gas purity is critical.
- General-purpose carbon steel: Start with C-25 (75% Ar / 25% CO₂). It’s forgiving, versatile, and available almost everywhere.
- Stainless steel, appearance-critical: Argon with 1–3% Oxygen typically gives the best finish for spray transfer applications.
- All-position or pipe welding: Argon with 5–10% CO₂ is commonly preferred for short-circuit transfer — good stability across positions.
Step 3: Factor in Productivity and Total Cost
- Robotic or automated welding: Low-spatter mixes (higher Argon content) reduce post-weld cleanup time. On a robot running 16 hours a day, that adds up quickly.
- High-volume production: Don’t just look at the gas price per cylinder. Calculate against gains in speed, quality, and rework reduction. Pure CO₂ is cheap; the cleanup after excessive spatter is not.
- Difficult positions or remote joints: Argon-based blends give you the arc stability you need when repositioning isn’t an option.

Quick-Reference Selection Chart
| Your Primary Need | Recommended Starting Gas | Why |
|---|---|---|
| Welding aluminum, quality finish | 100% Argon | Correct for both TIG and MIG. Stable, clean welds without exception. |
| Welding mild steel, tight budget | 100% CO₂ | Maximum penetration at the lowest gas cost. |
| Stainless steel, all-position | Tri-Mix (e.g., 90He / 7.5Ar / 2.5CO₂) | Reliable arc stability and good bead profile for short-circuit transfer. |
| Thick plate, high productivity | Argon with 15–25% CO₂ | Good penetration/stability balance for high-deposition work. |
| Automated production line | Argon with 10% CO₂ + 5% O₂ | Minimal spatter, consistent bead quality, low intervention required. |
Conclusion: The Right Gas is a Force Multiplier
Gas selection is one of the few parameters where a small change — swapping from pure CO₂ to C-25, for instance — can produce an immediate, visible improvement in weld quality with no change to technique or equipment. It’s worth getting right.
The core rules are straightforward: pure argon for aluminum, argon mixes for steel, add oxygen for stainless steel spray transfer, add helium for thick non-ferrous sections. But the details matter. Always run test welds on scrap material before committing to a new gas setup on production work.
What’s your go-to shielding gas for everyday applications, and why? Share your experience in the comments — we’re always interested in what’s working on the shop floor.
Explore more in the WeldSafe Essentials series for practical welding safety and process optimization content from ZMDE.
ZMDE Steel Machinery integrates R&D, manufacturing, sales, and service, with expertise in intelligent H/T beam structural production lines, Industry IoT, and control systems.
Shanghai Headquarters: 999 Yunjuan Road, China (Shanghai) Pilot Free Trade Zone Lin-gang Special Area, Shanghai China Shandong Base: 3888 Yinda Road, Weifang City, Shandong China Email: export.zmde@zmdetech.com
Tel: +86 131 6226 6595 (WeChat)
+86 180 0536 5092 (Marketing WhatsApp)
+86 185 2178 3568 (Sales WhatsApp)