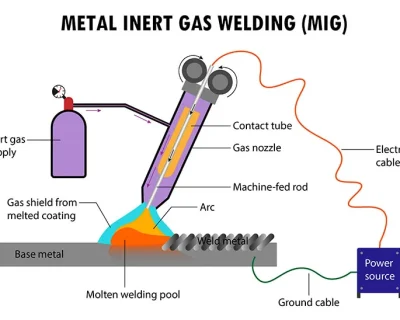
سلامة اللحام: تحقيق لحامات عالية الجودة - زاوية الشعلة المناسبة واتجاه الحركة (أساسيات اللحام الآمن 17)
حتى مع تطابق إعدادات التيار والجهد وإعدادات تغذية الأسلاك المتماثلة، يمكن أن يختلف مظهر حبة اللحام النهائية، والاختراق، ومستوى الترشيش، والجودة الإجمالية بشكل كبير اعتمادًا على زاوية الشعلة و تقنية السفر. في ويلد سيف إسنشيالز #17, نستكشف طريقتين رئيسيتين للحام MIG-إلى الأمام (الدفع/الأمام) و للخلف (سحب/سحب/سحب للخلف)-بما في ذلك نطاق زاوية السفر الموصى به لـ من 0 درجة إلى 20 درجة وكيف يؤثر كل منها على حوض اللحام، وتغطية غاز التدريع، ومظهر الحبة.
السفر إلى الأمام مقابل السفر إلى الخلف: الأساسيات
- الطريقة الأمامية (الدفع/الأمامية)
- نقاط الشعلة إلى الأمام في اتجاه السفر.
- زاوية السفر: عادةً 5°-20° للأمام (الشعلة مائلة إلى الأمام (مائلة إلى الأمام قبل العمودي).
- يدفع القوس الحوض المنصهر إلى الأمام، مما يؤدي إلى تسطيحه.
- الطريقة الخلفية (السحب / السحب / السحب الخلفي)
- نقاط الشعلة إلى الوراء عكس اتجاه السير.
- زاوية السفر: عادةً 5°-20° للخلف (الشعلة مائلة للخلف بشكل عمودي).
- يسحب القوس الحوض، ويبني تاجاً أعلى وأضيق.
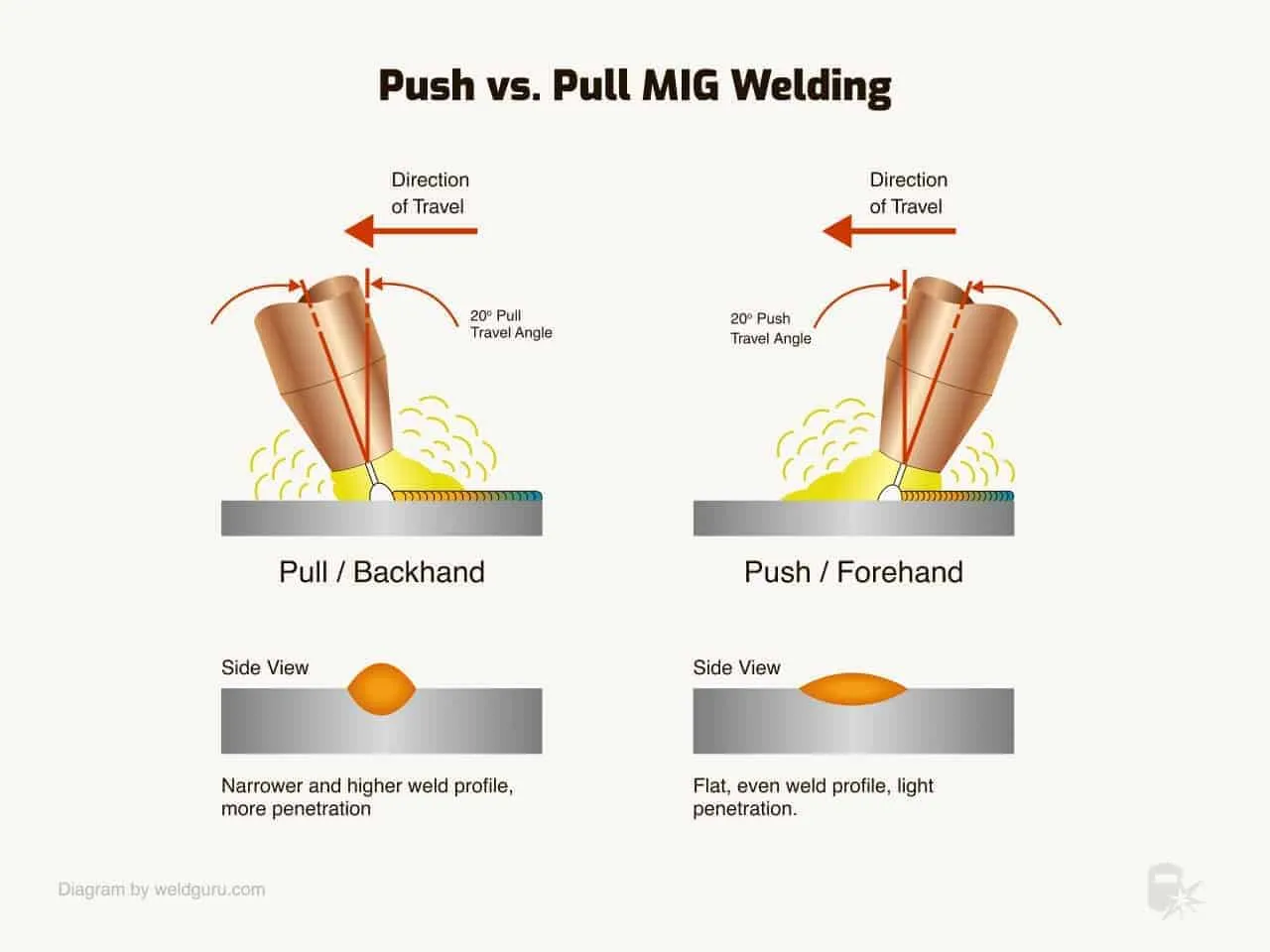
فيما يلي رسوم بيانية واضحة تقارن بين التقنيتين (لاحظ أمثلة زاوية السفر 20 درجة):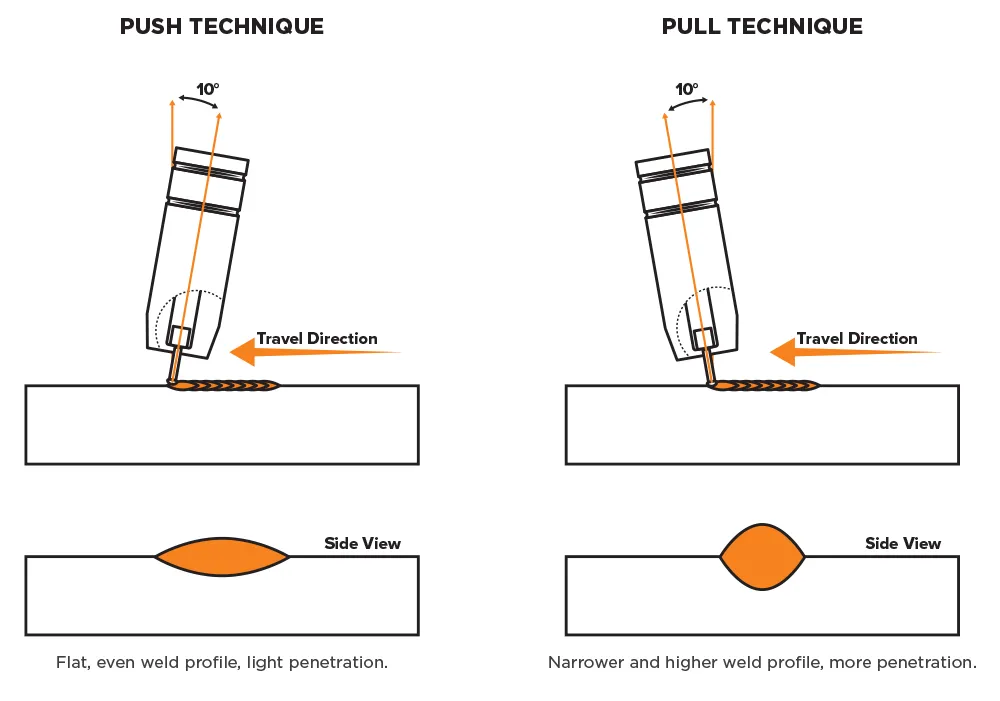
| التقنية | زاوية السفر | ملف تعريف اللحام | الاختراق | مستوى الترشيش | تغطية الغاز والنظافة | الأفضل لـ |
|---|---|---|---|---|---|---|
| إلى الأمام (ادفع) | 5 درجات - 20 درجة للأمام | حبة مسطحة وعريضة ومتساوية | أقصر/أخف وزناً | أقل | أفضل (تدفقات الغاز إلى الأمام) | مظهر نظيف، ومواد رقيقة، وألومنيوم، ولحام موضعي |
| للخلف (سحب) | 5 درجات إلى 20 درجة إلى الوراء | تاج أضيق وأعلى | أعمق / أثقل | أعلى | انخفاض طفيف | مواد أكثر سماكة، وأقصى قدر من الاختراق، ولحامات الشرائح |
- تقنية الدفع ينتج عمومًا لحامات أنظف مع ترشيش أقل وتدريع أفضل للغاز لأن الغاز يتدفق للأمام فوق الحوض المنصهر.
- تقنية السحب يعطي اختراقًا أعمق ولكن يمكن أن يحبس المزيد من البقع ويسبب مسامية طفيفة إذا كانت تغطية الغاز هامشية.
يعتبر العمودي (0 درجة) مقبولاً لبعض الأعمال ذات الوضع المسطح ولكن غالبًا ما ينتج عنه اختراق متوسط وتناثر أكثر من التقنيات ذات الزوايا.
إرشادات عملية
- ابدأ بزاوية 10 درجات - 15 درجة - يجد معظم عمال اللحام أن هذه هي النقطة المثالية لتحقيق التوازن بين الاختراق وشكل الخرزة والتحكم في الترشيش.
- الضبط بناءً على المادة والموضع —
- ألومنيوم → ادفع دائمًا تقريبًا (حركة تنظيف أفضل ومسامية أقل)
- لحامات الشرائح الفولاذية → السحب لاختراق الجذور بشكل أعمق
- عموديًا لأعلى → دفع طفيف أو عموديًا للتحكم في البركة
- الحفاظ على زاوية ثابتة - يتسبب تذبذب الشعلة في حدوث حبات وعيوب غير متساوية.
- ادمج مع سرعة السفر - سريع جدًا مع الدفع = اختراق ضحل؛ بطيء جدًا مع السحب = تراكم مفرط.
تذكير سريع قبل اللحام
- حدد الدفع أو السحب بناءً على الاختراق المطلوب والنهاية المطلوبة
- ضبط زاوية الحركة 5° - 20° في الاتجاه المختار
- حافظ على ثبات الشعلة وثبات زاويتها في جميع أنحاء الخرزة
- اختبر على الخردة أولاً - راقب ثبات القوس وتناثره ومظهر الخرزة
الاستنتاج: الزاوية والاتجاه يتحكمان في النتيجة
يمكن أن تنتج إعدادات الماكينة نفسها حبة مسطحة ونظيفة أو عميقة ومتوجة ببساطة عن طريق تغيير زاوية الشعلة واتجاه الحركة. أتقن نطاق 0 درجة إلى 20 درجة واختر الدفع أو السحب عن قصد - ستكتسب اللحامات الخاصة بك الاتساق والمظهر والقوة.
أيهما تفضل - الدفع أم السحب - ولماذا؟ شاركنا أسلوبك المفضل في التعليقات.