سلامة اللحام: الحصول على لحامات عالية الجودة - زاوية شعلة الدفع مقابل زاوية شعلة السحب واتجاه السفر (أساسيات اللحام الآمن 18)
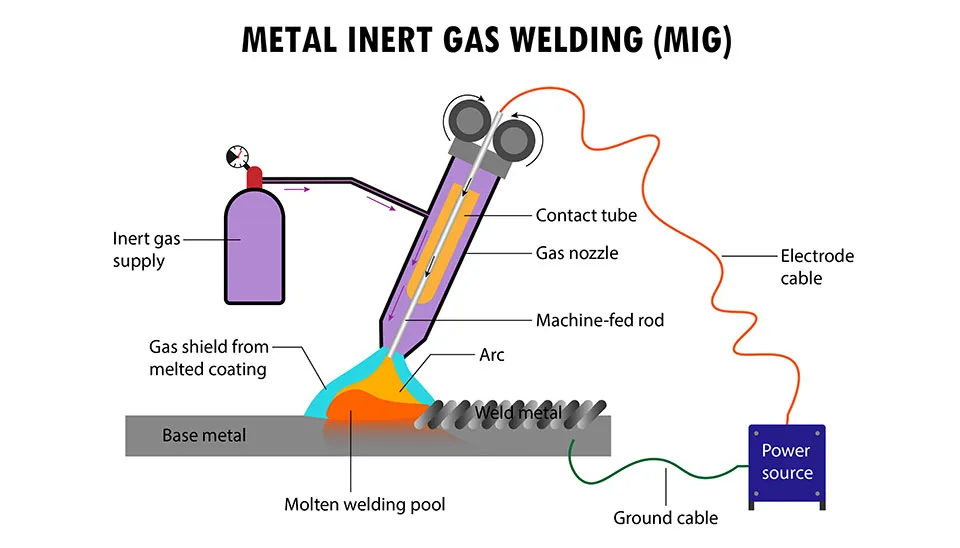
ماكينات الصلب ZMDE تستكمل سلسلة WeldSafe Essentials بمحتوى عملي وعملي لسلامة اللحام في الورشة وتحسين العملية. يركز هذا العدد (#18) على واحدة من أهم المعلمات التي كثيرًا ما يساء إدارتها في اللحام المحمي بغاز ثاني أكسيد الكربون (يُطلق عليه عادةً لحام ثاني أكسيد الكربون MIG أو لحام MAG بمحتوى عالٍ من ثاني أكسيد الكربون): معدل تدفق غاز التدريع ومسافة الفوهة إلى العمل (يُشار إليها أيضًا باسم المسافة من الفوهة إلى اللوحة أو البديل القريب من CTWD).
هذان البارامتران غير ثابتين - يجب ضبطهما وفقًا لتيار اللحام لتحقيق قوس مستقر، وتغطية فعالة للغاز، والحد الأدنى من المسامية/التناثر، ومظهر جيد للحبة.
في أساسيات اللحام الآمن #18 نوضح بالضبط لماذا تتغير هذه القيم مع التيار ونقدم النطاقات الأكثر موثوقية التي أثبتت جدواها في الميدان (استنادًا إلى الممارسات الصناعية وأدلة المعدات والتحقق من صحة العالم الحقيقي). قم دائمًا باختبار اللحام على المواد الخردة قبل الإنتاج.
السفر إلى الأمام مقابل السفر إلى الخلف: الأساسيات
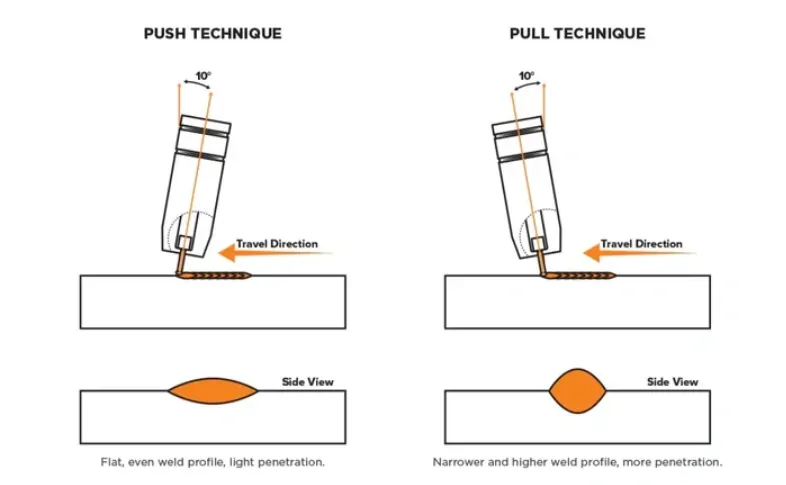
- الطريقة الأمامية (الدفع/الأمامية)
- يشير المصباح إلى الأمام في اتجاه السفر.
- زاوية السفر: عادةً 5 درجات - 20 درجة للأمام (الشعلة مائلة أمام العمودي).
- يدفع القوس الحوض المنصهر إلى الأمام، مما يؤدي إلى تسطيحه للحصول على حبة أعرض وأكثر سلاسة.
- الطريقة الخلفية (السحب / السحب / السحب الخلفي)
- يشير المصباح إلى الخلف عكس اتجاه السير.
- زاوية السفر: عادةً 5 درجات إلى 20 درجة إلى الوراء (الشعلة مائلة إلى الخلف بشكل عمودي).
- يسحب القوس الحوض، ويبني تاجًا أعلى وأضيق مع اختراق أعمق.
التأثيرات على جودة اللحام
| التقنية | زاوية السفر | ملف تعريف اللحام | الاختراق | مستوى الترشيش | تغطية الغاز والنظافة | الأفضل لـ |
|---|---|---|---|---|---|---|
| إلى الأمام (ادفع) | 5 درجات - 20 درجة للأمام | حبة مسطحة وعريضة ومتساوية | أقصر/أخف وزناً | أقل | أفضل (تدفق الغاز إلى الأمام على البركة) | مظهر نظيف، ومواد رقيقة، وألومنيوم، ولحام موضعي |
| للخلف (سحب) | 5 درجات إلى 20 درجة إلى الوراء | تاج أضيق وأعلى | أعمق / أثقل | أعلى | انخفاض طفيف | مواد أكثر سماكة، وأقصى قدر من الاختراق، ولحامات الشرائح |
- تُنتج تقنية الدفع عمومًا لحامات أنظف مع ترشيش أقل وتدريع أفضل للغاز لأن الغاز يتدفق للأمام فوق الحوض المنصهر - وهو مثالي ل لحام ثاني أكسيد الكربون لتقليل مخاطر المسامية.
- تعطي تقنية السحب اختراقًا أعمق ولكن يمكن أن تحبس المزيد من البقع وتسبب مسامية طفيفة إذا كانت تغطية الغاز هامشية (شائعة في إعدادات ثاني أكسيد الكربون عالية التيار).
- يعتبر العمودي (0 درجة) مقبولاً لبعض الأعمال ذات الوضع المسطح ولكن غالبًا ما ينتج عنه اختراق متوسط وتناثر أكثر من التقنيات ذات الزوايا.
إرشادات عملية
- ابدأ ب زاوية 10 درجات - 15 درجة - يجد معظم عمال اللحام أن هذا هو المكان المثالي لتحقيق التوازن بين الاختراق وشكل الخرزة والتحكم في الترشيش في تطبيقات CO₂ MIG.
- الضبط بناءً على المادة والموضع -
- الألومنيوم → ادفع دائمًا تقريبًا (حركة تنظيف أفضل ومسامية أقل).
- لحامات شرائح الفولاذ → سحب لاختراق الجذور بشكل أعمق.
- عموديًا لأعلى → دفع طفيف أو عموديًا للتحكم في البركة.
- خاص بثاني أكسيد الكربون: الجمع مع التدفق المناسب للغاز (على سبيل المثال، 20-25 لتر/الدقيقة لـ 200-350 أمبير) ومسافة الفوهة (15-20 مم) لتحسين التدريع.
- حافظ على ثبات الزاوية - يتسبب تذبذب الشعلة في حدوث حبات وعيوب غير متساوية.
- الجمع مع سرعة السفر - سريع جدًا مع الدفع = اختراق ضحل؛ بطيء جدًا مع السحب = تراكم مفرط.
تذكير سريع قبل اللحام
- حدد الدفع أو السحب بناءً على الاختراق المطلوب والنهاية النهائية.
- ضبط زاوية السفر 5°-20° في الاتجاه المختار.
- حافظ على ثبات الشعلة وثبات الزاوية في جميع أنحاء الخرزة.
- اختبر على الخردة أولاً - راقب ثبات القوس وتناثره ومظهر الخرزة.
الاستنتاج: الزاوية والاتجاه يتحكمان في النتيجة
يمكن لإعدادات الماكينة نفسها أن تنتج حبة مسطحة ونظيفة أو حبة عميقة ومتوجة ببساطة عن طريق تغيير زاوية الشعلة واتجاه الحركة. إتقان 0°-20° النطاق واختيار الدفع أو السحب عن قصد - ستكتسب اللحامات اتساقًا ومظهرًا وقوة، خاصةً في تطبيقات ثاني أكسيد الكربون المتطلبة.
أيهما تفضل - الدفع أم السحب - ولماذا؟ شاركنا أسلوبك المفضل في التعليقات.
العلامات: اللحام بثاني أكسيد الكربون، MIG، زاوية الشعلة، السحب بالدفع، اتجاه السحب، سلامة اللحام، الاختراق، التحكم في الترشيش، ملف تعريف الحبة ، WeldSafe Essentials
منشورات ذات صلة
- سلامة اللحام: دور ناشر غاز شعلة اللحام MIG (شاشة الغاز) - ضروري للجودة والحماية (أساسيات اللحام الآمن 16)
- سلامة اللحام: تجنب كابلات اللحام الطويلة جدًا أو الملفوفة بشكل مفرط - الحفاظ على ثبات الطاقة والقوس الكهربائي (WeldSafe Essentials 15)
تدمج ماكينات الصلب ZMDE بين البحث والتطوير والتصنيع والمبيعات والخدمات، مع خبرة في خطوط الإنتاج الهيكلية الذكية ذات العارضة H/T، وإنترنت الأشياء الصناعي، وأنظمة التحكم.
المقر الرئيسي في شنغهاي: 999 طريق يونجوان، الصين (شنغهاي) منطقة التجارة الحرة التجريبية منطقة لين-جانج الخاصة، شنغهاي الصين قاعدة شاندونغ الصينية: 3888 طريق يندا، مدينة ويفانغ، شاندونغ الصين البريد الإلكتروني export.zmde@zmdetech.com
هاتف: +86 131 131 6226 6595 (WeChat)
+86 180 180 0536 0536 5092 (واتساب التسويق)
+86 185 185 215 2178 3568 (واتساب المبيعات)