سلامة اللحام: تحقيق اللحامات عالية الجودة - الدليل الأساسي لاختيار غازات التدريع (أساسيات اللحام الآمن 20)
غاز التدريع هو أحد تلك المعايير التي يتخذ اللحامون المتمرسون قراراتهم بشأنها بشكل غريزي - وغالبًا ما يخطئ المبتدئون بشكل سيء. إنه ليس مجرد “المادة التي تبقي الهواء خارجًا”. يؤثر الغاز الذي تختاره تأثيرًا مباشرًا على استقرار القوس، وسلوك نقل المعدن، وأكسدة البركة، ومستويات الترشيش، ومظهر الخرزة، ومعدلات المسامية. إن القرار الخاطئ في اختيار الغاز لا يبدو سيئًا فحسب؛ بل يزيد من تكاليف إعادة العمل ويقوض السلامة الهيكلية.
في هذا العدد من WeldSafe Essentials، نقوم في هذا العدد من WeldSafe Essentials، بتفصيل اختيار غاز التدريع حسب عملية اللحام والمواد الأساسية، ثم نتناول إطار عمل عملي من ثلاث خطوات لاتخاذ القرار نستخدمه في ZMDE في أرضية الورشة.

المبدأ الأساسي: مطابقة الغاز مع العملية والمواد
لا يوجد غاز تدريع “أفضل” واحد. هناك فقط الغاز المناسب لمجموعة محددة من العملية والمواد ومتطلبات الإنتاج. التوصيات الواردة أدناه هي نقاط البداية - يتطلب الضبط النهائي دائمًا إجراء عمليات لحام اختبارية على مواد الخردة الفعلية قبل الالتزام بعملية الإنتاج.
توصيات الغاز القياسية حسب عملية اللحام
| عملية اللحام | المواد الأولية | غاز التدريع الموصى به | الخصائص الرئيسية |
|---|---|---|---|
| TIG (GTAW) | جميع المعادن، خاصةً الألومنيوم والنحاس والفولاذ المقاوم للصدأ | الأرجون النقي (Ar) | أنظف قوس، وأقل قدر من الأكسدة، ومظهر حبة ممتاز |
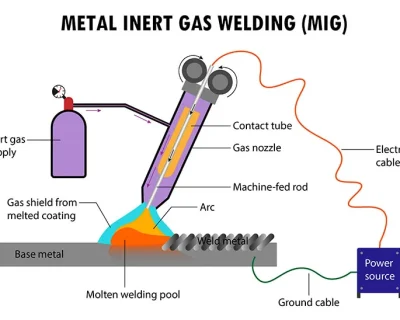
| MIG (GMAW) | ألومنيوم، نحاس، نيكل (غير حديدية) | الأرجون النقي أو مزيج الأرجون والهيليوم | قوس مستقر، جيد للمواد ذات المقاييس الخفيفة |
| MAG (GMAW) | الفولاذ الكربوني، الفولاذ منخفض السبائك، الفولاذ المقاوم للصدأ | مزيج ثاني أكسيد الكربون₂ أو المزيج القائم على الأرجون (Ar+CO₂ / Ar+O₂) | فعّالة من حيث التكلفة، واختراق جيد، ومناسبة لتصنيع الفولاذ |
دليل الاختيار التفصيلي حسب المادة
1. الفولاذ الطري/الكربوني
- 100% CO₂: الخيار الأكثر اقتصاداً. اختراق عميق، مناسب تمامًا للمواد السميكة. ينتج المزيد من الترشيش بشكل ملحوظ - ضع ذلك في الحسبان تكلفة التنظيف إذا كنت تقوم بتشغيل كميات كبيرة.
- C-25 (75% Ar / 25% CO₂): معيار الصناعة للحام MAG على الفولاذ الكربوني. توازن قوي شامل من حيث ثبات القوس والاختراق والتحكم في الترشيش. موثوقة للحام في جميع المواضع.
- نسب أعلى من Ar/CO₂ (على سبيل المثال، 90/10، 85/15): المزيد من الأرجون يعني مظهرًا أفضل للخرز وتناثرًا أقل، مع مفاضلة متواضعة في عمق الاختراق. يستحق ذلك بالنسبة للدرزات المرئية أو الخطوط الآلية حيث يكون وقت التنظيف بعد اللحام مهمًا.
2. الفولاذ المقاوم للصدأ
- مزيج ثلاثي (على سبيل المثال، 90% He + 7.5% Ar + 2.5% CO₂): شائع لنقل الدائرة القصيرة. قوس مستقر، ومظهر حبة جيد، وسلوك يمكن التنبؤ به عبر المواضع.
- الأرجون + 2-5% الأكسجين: مفضل لنقل الرذاذ. تعمل إضافة الأكسجين على تحسين سيولة حوض اللحام وتنتج حبة أكثر انسيابية وسلاسة بشكل ملحوظ.
- ل TIG على الفولاذ المقاوم للصدأ: دائماً 100% أرغون 100%. لا توجد استثناءات.
3. ألومنيوم
- 100% أرغون: صحيح لكل من MIG وTIG على الألومنيوم. لا يمكن الاستغناء عن ثبات القوس وعمل التنظيف الذي يوفره الأرجون على أكسيد الألومنيوم. نقاوة الغاز هنا ليست اختيارية - حتى التلوث البسيط يسبب المسامية.
- مزيج الأرغون والهيليوم (على سبيل المثال، 75% Ar / 25% He): عندما تحتاج إلى دفع اختراق أعمق أو سرعة انتقال أسرع على مقاطع الألومنيوم السميكة. يزيد الهيليوم من مدخلات الحرارة، وهو غالبًا ما يتطلبه بالضبط ما تتطلبه الصفيحة السميكة.

لمحة سريعة عن خصائص غاز التدريع
| نوع الغاز | المزايا الأساسية | القيود | أفضل تطبيق |
|---|---|---|---|
| ثاني أكسيد الكربون (CO₂) | اختراق عميق، بأقل تكلفة | قوس أقل ثباتًا، وتناثر أعلى، ومحدود بالدائرة القصيرة والنقل الكروي | الفولاذ الكربوني السميك، والأعمال ذات الترسيب العالي، والعمليات ذات الميزانية المحدودة |
| الأرجون (Ar) | قوس مستقر للغاية، وحركة تنظيف ممتازة للألومنيوم، والحد الأدنى من الترشيش | انخفاض الاختراق على الفولاذ، وخطر التقويض | اللحام بالتيغ؛ اللحام بالتيغ على الألومنيوم والمعادن غير الحديدية |
| مخاليط الأرجون-CO₂-CO₂ | يوازن بين ثبات القوس مع التغلغل والتكلفة؛ وتناثر أقل من CO₂ النقي | تكلفة أعلى من CO₂ النقي | اللحام MAG للفولاذ الكربوني والفولاذ منخفض السبائك - الخيار الأكثر تنوعًا للاستخدام اليومي |
| خلائط الأرجون والأكسجين | يحسِّن ثبات القوس وسيولة حوض اللحام؛ شكل الحبة المسطح | زيادة الأكسدة؛ غير مناسب للألومنيوم والمعادن التفاعلية | نقل الرذاذ على الفولاذ الكربوني والفولاذ المقاوم للصدأ |
استراتيجية الاختيار العملية: دليل من 3 خطوات
الخطوة 1: حدد هدف اللحام الخاص بك
ما الأكثر أهمية في هذه الوظيفة؟
- مظهر الخرزة ونظافتها → الخلائط الغنية بالأرجون (C-25، 90/10) هي الخيار الصحيح.
- تقليل التكلفة الاستهلاكية إلى الحد الأدنى → مزيج من ثاني أكسيد الكربون النقي أو مزيج عالي ثاني أكسيد الكربون.
- اختراق عميق على صفيحة سميكة → محتوى أعلى من ثاني أكسيد الكربون يعمل لصالحك.
- مادة رقيقة المقياس ← يمنحك محتوى أعلى من الأرجون قوسًا أكثر نعومة وأكثر قابلية للتحكم فيه وأقل عرضة للانفجار.
الخطوة 2: مطابقة الغاز مع المواد والمعالجة
- الألومنيوم والسبائك: دائمًا ما يكون 100% مزيج الأرجون أو Ar/He. نقاء الغاز أمر بالغ الأهمية.
- الصلب الكربوني للأغراض العامة: ابدأ مع C-25 (75% Ar / 25% CO₂). إنه متسامح ومتعدد الاستخدامات ومتوفر في كل مكان تقريباً.
- فولاذ مقاوم للصدأ، فولاذ مقاوم للصدأ، ذو مظهر أنيق يعطي الأرجون مع الأكسجين 1-3% عادةً أفضل تشطيب لتطبيقات نقل الرذاذ.
- لحام جميع المواضع أو لحام الأنابيب: يُفضل عادةً استخدام الأرغون مع 5-10% CO₂ CO₂ لنقل الدائرة القصيرة - ثبات جيد عبر المواضع.
الخطوة 3: عامل الإنتاجية والتكلفة الإجمالية
- اللحام الآلي أو اللحام الآلي: تقلل الخلطات منخفضة الترشيش (محتوى أعلى من الأرجون) من وقت التنظيف بعد اللحام. في الروبوت الذي يعمل 16 ساعة في اليوم، يتراكم ذلك بسرعة.
- إنتاج كميات كبيرة: لا تنظر فقط إلى سعر الغاز لكل أسطوانة. احسب مقابل المكاسب في السرعة والجودة وتقليل إعادة العمل. فغاز ثاني أكسيد الكربون النقي رخيص؛ أما التنظيف بعد الترشيش الزائد فليس كذلك.
- المواضع الصعبة أو المفاصل البعيدة: تمنحك الخلائط القائمة على الأرجون ثبات القوس الذي تحتاجه عندما لا يكون تغيير الموضع خياراً متاحاً.

مخطط الاختيار المرجعي السريع
| حاجتك الأساسية | غاز البدء الموصى به | لماذا |
|---|---|---|
| لحام الألومنيوم، تشطيب عالي الجودة | 100% أرغون 100% | صحيح لكل من TIG و MIG. لحامات مستقرة ونظيفة دون استثناء. |
| لحام الفولاذ الطري، ميزانية محدودة | 100% CO₂ | أقصى تغلغل بأقل تكلفة للغاز. |
| فولاذ مقاوم للصدأ، جميع المواضع | مزيج ثلاثي (على سبيل المثال، 90He / 7.5Ar / 2.5CO₂) | ثبات قوس موثوق به وحبة جيدة لنقل الدائرة القصيرة. |
| صفيحة سميكة، إنتاجية عالية | الأرغون مع 15-25% CO₂ | توازن جيد بين الاختراق/الاستقرار لأعمال الترسيب العالي. |
| خط إنتاج آلي | أرغون مع 10% CO₂ + 5% O₂ | الحد الأدنى من الترشيش، وجودة الحبيبات المتناسقة، وقلة التدخل المطلوب. |
الخلاصة: الغاز الأيمن مضاعف للقوة
إن اختيار الغاز هو أحد المعلمات القليلة التي يمكن أن يؤدي فيها تغيير بسيط - التبديل من ثاني أكسيد الكربون النقي إلى C-25، على سبيل المثال - إلى تحسن فوري ومرئي في جودة اللحام دون تغيير في التقنية أو المعدات. الأمر يستحق أن يكون صحيحًا.
القواعد الأساسية واضحة ومباشرة: الأرجون النقي للألومنيوم، ومزيج الأرجون للصلب، وإضافة الأكسجين لنقل رذاذ الفولاذ المقاوم للصدأ، وإضافة الهيليوم للأقسام السميكة غير الحديدية. ولكن التفاصيل مهمة. قم دائمًا بإجراء عمليات اللحام الاختبارية على مواد الخردة قبل الالتزام بإعداد غاز جديد في أعمال الإنتاج.
ما هو غاز التدريع المفضل لديك للتطبيقات اليومية، ولماذا؟ شاركنا تجربتك في التعليقات - نحن مهتمون دائمًا بمعرفة ما يصلح في الورشة.
استكشف المزيد في سلسلة WeldSafe Essentials للحصول على محتوى عملي لسلامة اللحام وتحسين العملية من ZMDE.
تدمج ماكينات الصلب ZMDE بين البحث والتطوير والتصنيع والمبيعات والخدمات، مع خبرة في خطوط الإنتاج الهيكلية الذكية ذات العارضة H/T، وإنترنت الأشياء الصناعي، وأنظمة التحكم.
المقر الرئيسي في شنغهاي: 999 طريق يونجوان، الصين (شنغهاي) منطقة التجارة الحرة التجريبية منطقة لين-جانج الخاصة، شنغهاي الصين قاعدة شاندونغ الصينية: 3888 طريق يندا، مدينة ويفانغ، شاندونغ الصين البريد الإلكتروني export.zmde@zmdetech.com
هاتف: +86 131 131 6226 6595 (WeChat)
+86 180 180 0536 0536 5092 (واتساب التسويق)
+86 185 185 215 2178 3568 (واتساب المبيعات)