Seguridad en Soldadura: Conseguir soldaduras de alta calidad - Ángulo de la antorcha de empuje frente a la de arrastre y dirección de desplazamiento (WeldSafe Essentials 18)
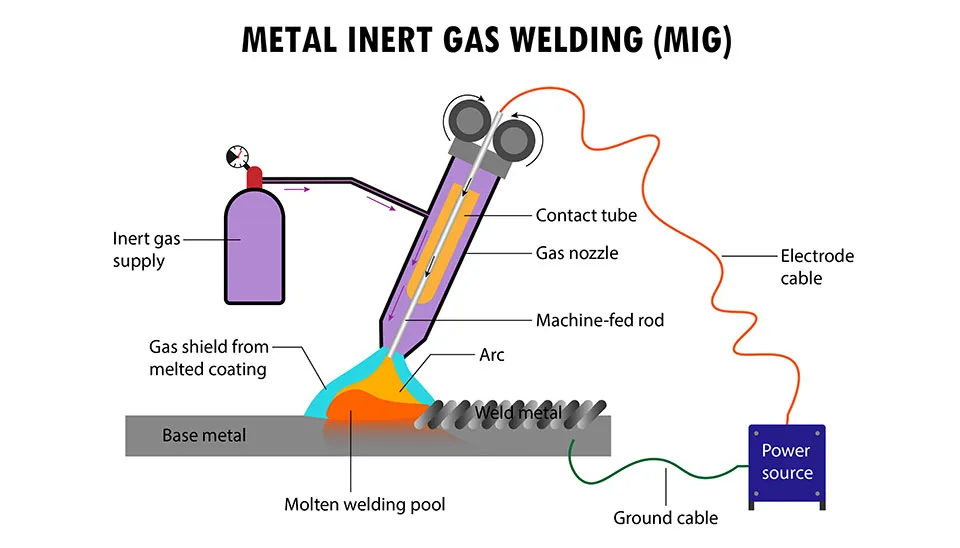
Maquinaria de acero ZMDE continúa la serie WeldSafe Essentials con contenidos prácticos sobre seguridad en la soldadura y optimización de procesos en el taller. Este número (#18) se centra en uno de los parámetros más críticos y a la vez peor gestionados en Soldadura con gas de protección CO₂ (comúnmente denominada soldadura MIG de CO₂ o soldadura MAG con alto contenido en CO₂): Caudal de gas de protección y distancia boquilla-trabajo (también denominada distancia boquilla-placa o una variante cercana de CTWD).
Estos dos parámetros no son fijos: deben ajustarse en función de la corriente de soldadura para lograr un arco estable, una cobertura de gas eficaz, una porosidad/salpicadura mínima y un buen aspecto del cordón.
En WeldSafe Essentials #18 explicamos exactamente por qué estos valores cambian con la corriente y proporcionamos los rangos probados en campo más fiables (basados en la práctica industrial, manuales de equipos y validación en el mundo real). Realice siempre soldaduras de prueba en material de desecho antes de la producción.
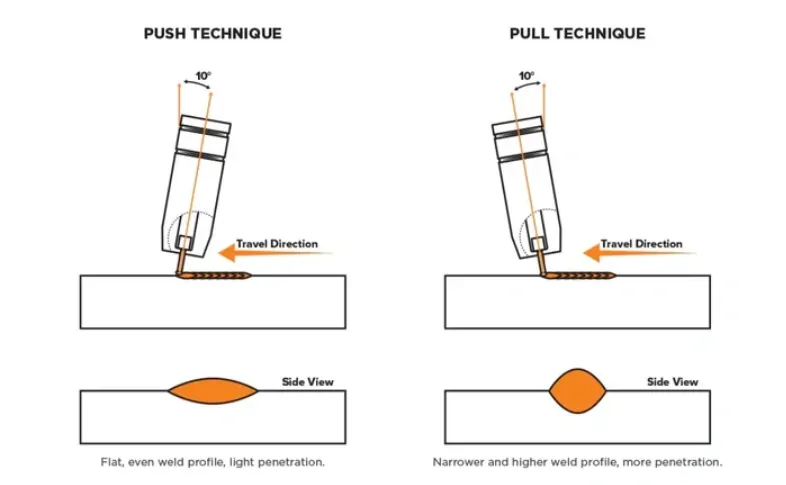
Viaje hacia delante vs. Viaje hacia atrás: Conceptos básicos
- Método Adelante (Empuje / Delantero)
- La linterna apunta hacia delante en la dirección de la marcha.
- Ángulo de desplazamiento: Normalmente 5°-20° hacia delante (antorcha inclinada por delante de la perpendicular).
- El arco empuja el baño de fusión hacia delante, aplanándolo para obtener un cordón más ancho y liso.
- Método del Revés (Tirar / Arrastrar / Revés)
- La linterna apunta hacia atrás en dirección contraria a la marcha.
- Ángulo de desplazamiento: Normalmente 5°-20° hacia atrás (antorcha inclinada detrás de la perpendicular).
- El arco arrastra la piscina, construyendo una corona más alta y estrecha con una penetración más profunda.
Efectos sobre la calidad de la soldadura
| Técnica | Ángulo de desplazamiento | Perfil de soldadura | Penetración | Nivel de salpicaduras | Cobertura de gas y limpieza | Lo mejor para |
|---|---|---|---|---|---|---|
| Hacia delante (empuje) | 5°-20° hacia delante | Cuenta plana, ancha y uniforme | Más superficial / más ligero | Bajo | Mejor (el gas fluye por delante de la piscina) | Aspecto limpio, materiales finos, aluminio, soldadura posicional |
| Hacia atrás (tirar) | 5°-20° hacia atrás | Corona más estrecha y alta | Más profundo / más pesado | Más alto | Ligeramente reducido | Materiales más gruesos, máxima penetración, soldaduras en ángulo |
- La técnica de empuje generalmente produce soldaduras más limpias con menos salpicaduras y un mejor apantallamiento del gas porque éste fluye hacia delante sobre el baño aún fundido -ideal para Soldadura de CO₂ para reducir los riesgos de porosidad.
- La técnica del tirón proporciona una penetración más profunda, pero puede atrapar más salpicaduras y causar una ligera porosidad si la cobertura de gas es marginal (común en configuraciones de CO₂ de alta corriente).
- La perpendicular (0°) es aceptable para algunos trabajos en posición plana, pero suele dar como resultado una penetración media y más salpicaduras que las técnicas angulares.
Directrices prácticas
- Comience con Ángulo de 10°-15 - La mayoría de los soldadores encuentran este el punto dulce para el equilibrio entre penetración, forma del cordón y control de salpicaduras en aplicaciones MIG de CO₂.
- Ajuste en función del material y la posición -
- Aluminio → Empuje casi siempre (mejor acción limpiadora y menor porosidad).
- Soldaduras de filete de acero → Tire para una penetración más profunda de la raíz.
- Vertical hacia arriba → Ligero empuje o perpendicular para controlar el charco.
- Específico para CO₂: Combínelo con el caudal de gas adecuado (por ejemplo, 20-25 L/min para 200-350A) y la distancia de la boquilla (15-20 mm) para optimizar el blindaje.
- Mantenga un ángulo constante - El bamboleo de la antorcha provoca cordones desiguales y defectos.
- Combine con la velocidad de desplazamiento - Demasiado rápido con empuje = penetración poco profunda; demasiado lento con tracción = acumulación excesiva.
Recordatorio rápido previo a la soldadura
- Decida si empuja o tira en función de la penetración y el acabado deseados.
- Ajustar el ángulo de desplazamiento 5°-20° en la dirección elegida.
- Mantenga la antorcha fija y el ángulo constante durante todo el cordón.
- Pruebe primero en chatarra: observe la estabilidad del arco, las salpicaduras y el perfil del cordón.
Conclusión: El ángulo y la dirección controlan el resultado
Los mismos ajustes de la máquina pueden producir un cordón plano y limpio o uno profundo y coronado simplemente cambiando el ángulo de la antorcha y la dirección de desplazamiento. Domine el 0°-20° gama y elija intencionadamente el empuje o la tracción-sus soldaduras ganarán en consistencia, aspecto y resistencia, especialmente en aplicaciones exigentes de CO₂.
¿Qué prefiere, empujar o tirar, y por qué? Comparta su técnica preferida en los comentarios.
Etiquetas: Soldadura con CO2, MIG, ángulo de la antorcha, empuje y tracción, sentido de la marcha, seguridad en la soldadura, penetración, control de salpicaduras, perfil del cordón, WeldSafe Essentials
Puestos relacionados
- Seguridad en Soldadura: El papel del difusor de gas de la antorcha MIG (pantalla de gas) - Esencial para la calidad y la protección (WeldSafe Essentials 16)
- Seguridad en Soldadura: Evite los cables de soldadura demasiado largos o enrollados - Mantenga la potencia y la estabilidad del arco (WeldSafe Essentials 15)
ZMDE Steel Machinery integra I+D, fabricación, ventas y servicio, con experiencia en líneas inteligentes de producción estructural de vigas H/T, IoT industrial y sistemas de control.
Sede de Shanghai: 999 Yunjuan Road, Zona Piloto de Libre Comercio de China (Shanghai) Área Especial de Lin-gang, Shanghai China Base de Shandong: 3888 Yinda Road, Ciudad de Weifang, Shandong China Correo electrónico: export.zmde@zmdetech.com
Tel: +86 131 6226 6595 (WeChat)
+86 180 0536 5092 (WhatsApp de marketing)
+86 185 2178 3568 (Ventas WhatsApp)