
Soldadura de Aceros Estructurales Chinos Comunes: Q235 (GB/T 700) vs Q345 (GB/T 1591) - Guía práctica completa con equivalentes internacionales (ASTM, EN, JIS)
1. Introducción
El Q235 y el Q345 son los dos aceros estructurales más utilizados en China y en toda Asia. Juntos representan más del 70 % de todo el acero consumido en construcción, puentes, recipientes a presión, maquinaria y fabricación en general. Este artículo proporciona una referencia única y lista para usar que compara:- Q235A/B/C/D (GB/T 700-2006)
- Q345A/B/C/D/E (GB/T 1591-2018) y sus equivalentes internacionales directos:
- ASTM A36 / A572 Gr.50
- ES S235JR / S355JR / S355J2
- JIS SS400 / SM490A

2. Composición química y carbono equivalente (CEV / PCM)
| Acero | C máx | Si max | Mn máx | P máx | S máx | CEV tipo (IIW) | PCM típico |
|---|---|---|---|---|---|---|---|
| Q235A | 0.22 | 0.35 | 1.40 | 0.045 | 0.050 | ≤0.38 | ≤0.22 |
| Q235B/C/D 0,20 | 0.35 | 1.40 | 0.035-0.040 | 0.030-0.040 | ≤0.37 | ≤0.20 | |
| Q345A/B 0,20 | 0.50 | 1.70 | 0.035 | 0.035 | ≤0.44 | ≤0.24 | |
| Q345C/D/E 0,18 | 0.50 | 1.70 | 0.030 | 0.030 | ≤0.42 | ≤0.22 |
3. Equivalencias internacionales de grado (para la redacción de especificaciones)
| China (GB) | EE.UU. (ASTM) | Europa (EN) | Japón (JIS) | Corea (KS) |
|---|---|---|---|---|
| Q235A | A36, A283 Gr.C | S235JR | SS400 | SS400 |
| Q235B | A36 | S235J0 / S235J2 | SS400 | SS400 |
| Q345B | A572 Gr.50 | S355JR | SM490A | SM490A |
| Q345D | A572 Gr.50 | S355J2 | SM490YA | SM490YA |
4. Procesos de soldadura y metales de aportación recomendados
| Acero | Procesos preferidos (por orden de popularidad en China) | Clasificación de rellenos AWS / EN | Electrodos comunes chinos |
|---|---|---|---|
| Q235 | SMAW → GMAW/MIG → FCAW → SIERRA. | E7018, ER70S-6, E71T-1 | J422 (E4303), J426 (E4316), CHE427 (E5015) |
| Q345 | SMAW → GMAW/MIG → FCAW → SIERRA. | E8018-C3, ER80S-G, E81T1-Ni1 | CHE507 (E5015), CHE557 (E5515), CHE607 |
5. Requisitos de temperatura de precalentamiento y de paso intermedio (EN 1011-2 y práctica china)
| Espesor combinado (mm) | Q235 (todos los grados) | Q345A/B | Q345C/D/E (CEV ≤0,42) |
|---|---|---|---|
| ≤20 | Ninguno | Ninguno | Ninguno |
| 20-40 | Ninguno | 50-100°C | 80-120°C |
| 40-70 | 50°C (opcional) | 100-150°C | 100-150°C |
| >70 | 75-100°C | 120-175°C | 120-175°C |
6. Tratamiento térmico posterior a la soldadura (PWHT)
| Condición | Q235 | Q345 |
|---|---|---|
| Fabricación normal (t ≤ 50 mm) | No es necesario | Normalmente no es necesario |
| Secciones pesadas o sujeción | Alivio de tensión 550-620 °C opcional | 550-620 °C × 1 h/pulgada recomendada |
| Recipientes a presión (GB 150 / ASME) | Siga el código | 580-620 °C obligatorio en muchos casos |
7. Parámetros típicos de soldadura (hilo macizo GMAW ER70S-6 / ER80S-G)
| Acero | Ø cable (mm) | Corriente (A) | Tensión (V) | Entrada de calor (kJ/mm) |
|---|---|---|---|---|
| Q235 | 1.2 | 220-300 | 26-32 | 0.8-1.6 |
| Q345 | 1.2 | 240-320 | 27-34 | 1.0-2.0 |

8. Defectos comunes y prevención
| Defecto | Causa principal con Q235/Q345 | Prevención |
|---|---|---|
| Fisuración en frío | Hidrógeno + contención (Q345) | Consumibles de bajo hidrógeno, precalentamiento |
| Falta de fusión | Bajo aporte de calor, placas gruesas | Mínimo 1,0 kJ/mm, tejido adecuado |
| Distorsión excesiva | Alta entrada de calor en Q235 delgado | Saltar soldadura, secuencia de retroceso |
| Desgarro lamelar | Carga a través del espesor en placa pesada | Utilice acero de calidad Z (Q345D-Z35) si es necesario |
9. ¿Qué acero elegir?
| Requisito | Elija |
|---|---|
| Fabricación general, costes críticos | Q235B (equivalente a A36/SS400) |
| Mayor resistencia, grosor moderado | Q345B (equivalente a S355JR) |
| Servicio a baja temperatura (≤ -20 °C) | Q235D o Q345D/E |
| Estructuras marinas o sísmicas | Q345D-Z25/Z35 o Q355J2 |
Puestos relacionados

Welding Safety: Achieving High-Quality Welds – Proper Pre-Weld Cleaning of Base Materials (WeldSafe Essentials 19)
Proper pre-weld cleaning removes oil, rust, paint & moisture to prevent porosity and defects. Achieve [...]
Leer más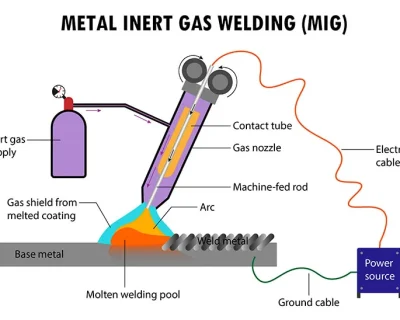
Welding Safety: Achieving High-Quality Welds – Push vs Pull Torch Angle & Travel Direction (WeldSafe Essentials 18)
Discover push vs pull MIG welding: master the best torch angle (5°–20°) and travel direction for [...]
Leer más
Seguridad en Soldadura: Conseguir soldaduras de alta calidad - Ángulo de la antorcha y dirección de desplazamiento adecuados (WeldSafe Essentials 17)
Domine la calidad de la soldadura MIG: utilice el ángulo de recorrido de la antorcha adecuado (0°-20°) y elija el avance (empuje) o [...].
Leer más
Seguridad en Soldadura: El papel del difusor de gas de la antorcha MIG (pantalla de gas) - Esencial para la calidad y la protección (WeldSafe Essentials 16)
Comprender la función del difusor de gas de la antorcha MIG (pantalla de gas): rectifica el gas de protección para que fluya [...]
Leer más