Welding Safety: Achieving High-Quality Welds – Push vs Pull Torch Angle & Travel Direction (WeldSafe Essentials 18)
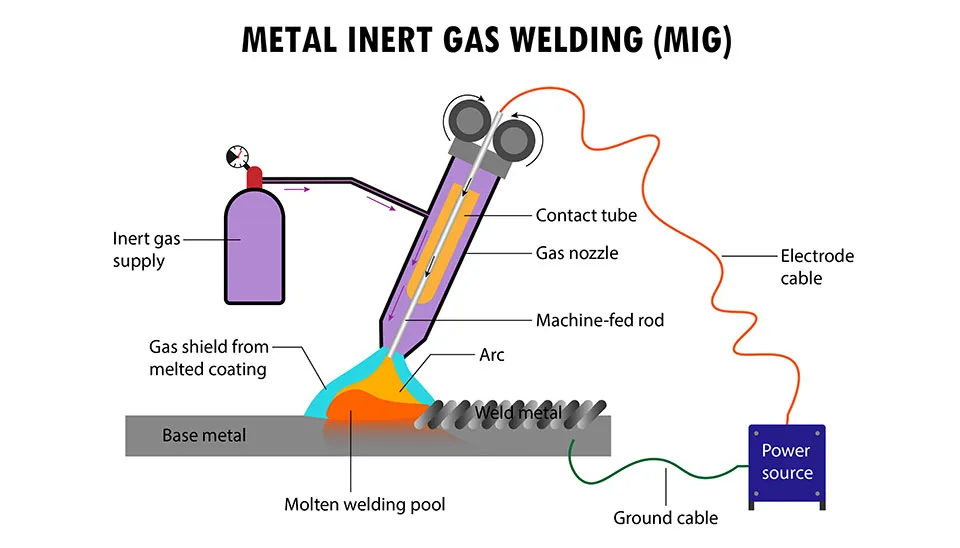
Maquinaria de acero ZMDE continues the WeldSafe Essentials series with practical, shop-floor welding safety and process optimization content. This issue (#18) focuses on one of the most critical yet frequently mismanaged parameters in CO₂ Gas Shielded Welding (commonly called CO₂ MIG welding or MAG welding with high CO₂ content): Shielding Gas Flow Rate and Nozzle-to-Work Distance (also referred to as Nozzle-to-Plate Distance or a close variant of CTWD).
These two parameters are not fixed — they must be adjusted according to welding current to achieve stable arc, effective gas coverage, minimal porosity/spatter, and good bead appearance.
In WeldSafe Essentials #18 we explain exactly why these values change with current and provide the most reliable field-proven ranges (based on industrial practice, equipment manuals, and real-world validation). Always test-weld on scrap material before production.
Viaje hacia delante vs. Viaje hacia atrás: Conceptos básicos
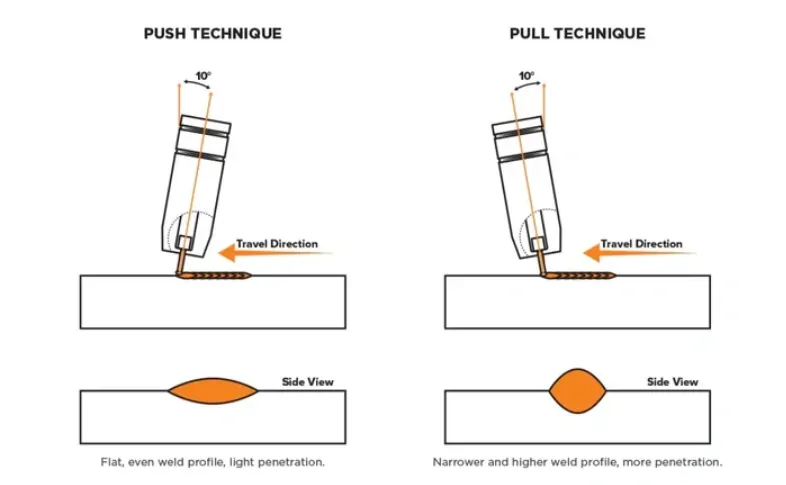
- Método Adelante (Empuje / Delantero)
- Torch points forward in the direction of travel.
- Ángulo de desplazamiento: Normalmente 5°-20° hacia delante (torch tilted ahead of perpendicular).
- The arc pushes the molten pool ahead, flattening it out for a wider, smoother bead.
- Método del Revés (Tirar / Arrastrar / Revés)
- Torch points backward against the direction of travel.
- Ángulo de desplazamiento: Normalmente 5°-20° hacia atrás (torch tilted behind perpendicular).
- The arc drags the pool, building a higher, narrower crown with deeper penetration.
Efectos sobre la calidad de la soldadura
| Técnica | Ángulo de desplazamiento | Perfil de soldadura | Penetración | Nivel de salpicaduras | Cobertura de gas y limpieza | Lo mejor para |
|---|---|---|---|---|---|---|
| Hacia delante (empuje) | 5°-20° hacia delante | Cuenta plana, ancha y uniforme | Más superficial / más ligero | Bajo | Better (gas flows ahead over pool) | Aspecto limpio, materiales finos, aluminio, soldadura posicional |
| Hacia atrás (tirar) | 5°-20° hacia atrás | Corona más estrecha y alta | Más profundo / más pesado | Más alto | Ligeramente reducido | Materiales más gruesos, máxima penetración, soldaduras en ángulo |
- Push technique generally produces cleaner welds with less spatter and better gas shielding because the gas flows forward over the still-molten pool—ideal for CO₂ welding to reduce porosity risks.
- Pull technique gives deeper penetration but can trap more spatter and cause slight porosity if gas coverage is marginal (common in high-current CO₂ setups).
- La perpendicular (0°) es aceptable para algunos trabajos en posición plana, pero suele dar como resultado una penetración media y más salpicaduras que las técnicas angulares.
Directrices prácticas
- Start with 10°–15° angle — Most welders find this the sweet spot for balance between penetration, bead shape, and spatter control in CO₂ MIG applications.
- Adjust based on material and position —
- Aluminum → Push almost always (better cleaning action and less porosity).
- Steel fillet welds → Pull for deeper root penetration.
- Vertical up → Slight push or perpendicular to control puddle.
- CO₂-specific: Combine with proper gas flow (e.g., 20-25 L/min for 200-350A) and nozzle distance (15-20 mm) to optimize shielding.
- Maintain consistent angle — Wobbling the torch causes uneven beads and defects.
- Combine with travel speed — Too fast with push = shallow penetration; too slow with pull = excessive buildup.
Recordatorio rápido previo a la soldadura
- Decide push or pull based on desired penetration and finish.
- Set travel angle 5°-20° in chosen direction.
- Keep torch steady and angle consistent throughout the bead.
- Test on scrap first — observe arc stability, spatter, and bead profile.
Conclusión: El ángulo y la dirección controlan el resultado
The same machine settings can produce a flat, clean bead or a deep, crowned one simply by changing torch angle and travel direction. Master the 0°–20° range and choose push or pull intentionally—your welds will gain consistency, appearance, and strength, especially in demanding CO₂ applications.
¿Qué prefiere, empujar o tirar, y por qué? Comparta su técnica preferida en los comentarios.
Tags: CO2 welding, MIG, torch angle, push pull, travel direction, welding safety, penetration, spatter control, bead profile, WeldSafe Essentials
Related posts
- Seguridad en Soldadura: El papel del difusor de gas de la antorcha MIG (pantalla de gas) - Esencial para la calidad y la protección (WeldSafe Essentials 16)
- Seguridad en Soldadura: Evite los cables de soldadura demasiado largos o enrollados - Mantenga la potencia y la estabilidad del arco (WeldSafe Essentials 15)
ZMDE Steel Machinery integrates R&D, manufacturing, sales, and service, with expertise in intelligent H/T beam structural production lines, Industry IoT, and control systems.
Shanghai Headquarters: 999 Yunjuan Road, China (Shanghai) Pilot Free Trade Zone Lin-gang Special Area, Shanghai China Shandong Base: 3888 Yinda Road, Weifang City, Shandong China Email: export.zmde@zmdetech.com
Tel: +86 131 6226 6595 (WeChat)
+86 180 0536 5092 (WhatsApp de marketing)
+86 185 2178 3568 (Ventas WhatsApp)