Sécurité en soudage : Installation et connexion correctes - Adapter la gaine à votre fil (WeldSafe Essentials 11)
La gaine (également appelée tube de guidage ou gaine de conduite) à l'intérieur de votre torche MIG est le héros méconnu de l'alimentation en fil sans heurt. Lorsqu'elle est mal adaptée, sale, endommagée ou trop courte, elle crée une résistance, provoque des nids d'oiseaux, des arcs erratiques et une usure prématurée des autres consommables. En WeldSafe Essentials #11, Nous expliquons comment sélectionner, installer et entretenir la gaine adaptée à votre type de fil de soudage et à son diamètre - des étapes simples qui améliorent considérablement la fiabilité du dévidoir et réduisent les temps d'arrêt.
L'importance de l'assortiment des doublures
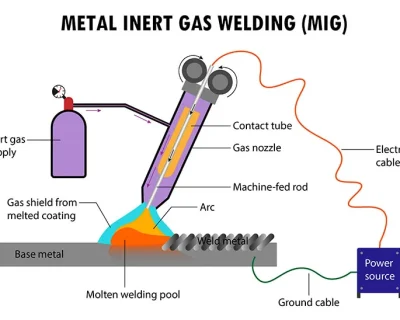
La gaine guide le fil depuis le dévidoir jusqu'à la pointe de contact en passant par le col de la torche. Des problèmes se posent lorsque
- Trop étroit ou obstrué par de la poussière ou des débris → Augmentation des frottements → Frottement des fils, vitesse irrégulière, fatigue du moteur
- Trop large → Mauvais support du fil → Oscillation, arc errant, augmentation des éclaboussures
- Trop court → Fil non soutenu dans les courbes → Pliage ou coincement
- Revêtement thermoplastique endommagé ou joints usés → Raclage du fil, accumulation de copeaux, contamination
Un revêtement correctement adapté réduit la résistance à l'alimentation à un niveau proche de zéro, prolonge la durée de vie de la pointe de contact et permet d'obtenir des soudures régulières.
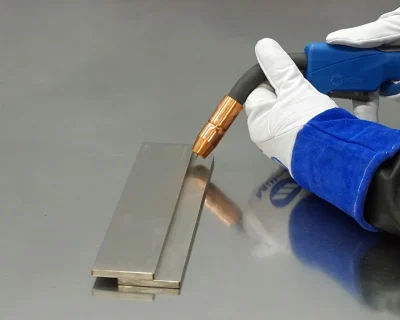
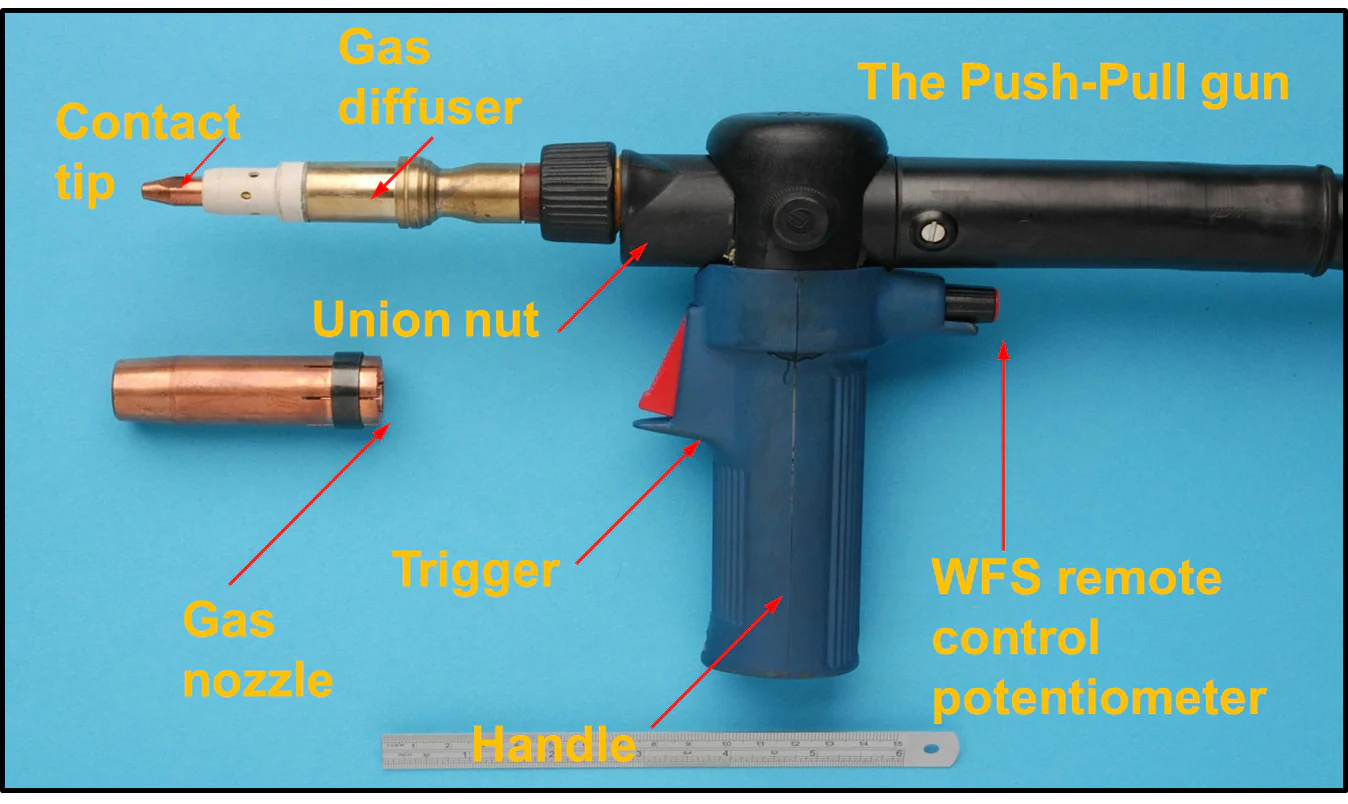
Voici quelques exemples concrets de gaines de torche MIG en action :
Comment choisir la bonne doublure
Faites toujours correspondre la doublure à type de fil (solide, fourré, aluminium) et diamètre:
- Fil massif en acier standard (0,8-1,2 mm) : Revêtement en acier ou en nylon
- Aluminium/fils souples: Téflon (PTFE) ou revêtement en polymère (évite les rayures)
- Flux-corporé: Revêtement en acier de plus grande taille ou revêtement spécial pour usage intensif.
- Guide sur le diamètre des trous (typique) :
- 0.6-0.8 mm fil → 1.2-1.5 mm liner ID
- 1.0-1.2 mm de fil → 1.6-2.0 mm ID liner
- Fil de 1,6 mm → gaine de 2,4-3,0 mm de diamètre intérieur
Conseil de pro: Consultez le manuel de votre chalumeau ou les tableaux du fabricant pour connaître les recommandations exactes. En cas de doute, choisissez la gaine spécifiée pour la taille de votre fil.
Problèmes courants et solutions
| Problème | Cause | Fixer |
|---|---|---|
| Résistance élevée à l'alimentation | Liner trop petit / accumulation de poussière | Nettoyer ou remplacer le revêtement ; souffler les débris |
| Arc erratique / errance | Liner trop grand | Passer à une doublure d'identification plus serrée |
| Le fil s'entortille ou se coince | Liner trop court | Utilisez une doublure pleine longueur (jamais coupée court). |
| Copeaux de fil / contamination | Téflon ou joints endommagés | Remplacer immédiatement le revêtement et les joints toriques. |
Un liner sale ou usé peut ressembler à ceci - remarquez l'accumulation et l'usure :

Voici un exemple d'installation correcte :

Meilleures pratiques de maintenance
- Inspecter à chaque changement de poste : Tirez le fil vers l'arrière et vérifiez qu'il n'y a pas de plis ou de débris.
- Nettoyer régulièrement : Soufflez de l'air comprimé dans la gaine (hors tension, câble retiré).
- Remplacer quand :
- La résistance augmente sensiblement
- Usure visible, fissures ou fonte
- Après 3 à 6 mois d'utilisation intensive (ou plus tôt avec l'aluminium)
- Installer correctement: Coupez la gaine à la longueur exacte (au ras du support de la pointe de contact), fixez-la à l'aide de raccords appropriés, sans courbures brusques.
Conclusion : Une bonne adéquation pour une alimentation en douceur
Un manchon adapté à votre type de fil et à son diamètre, maintenu propre et intact, est l'un des moyens les plus économiques d'améliorer la régularité du soudage et de réduire les frustrations. Ne faites jamais de compromis : une taille incorrecte ou un entretien négligé transforme un travail simple en des heures de dépannage.