Sécurité en soudage : Obtenir des soudures de haute qualité - Angle et direction de déplacement de la torche en poussée ou en traction (WeldSafe Essentials 18)
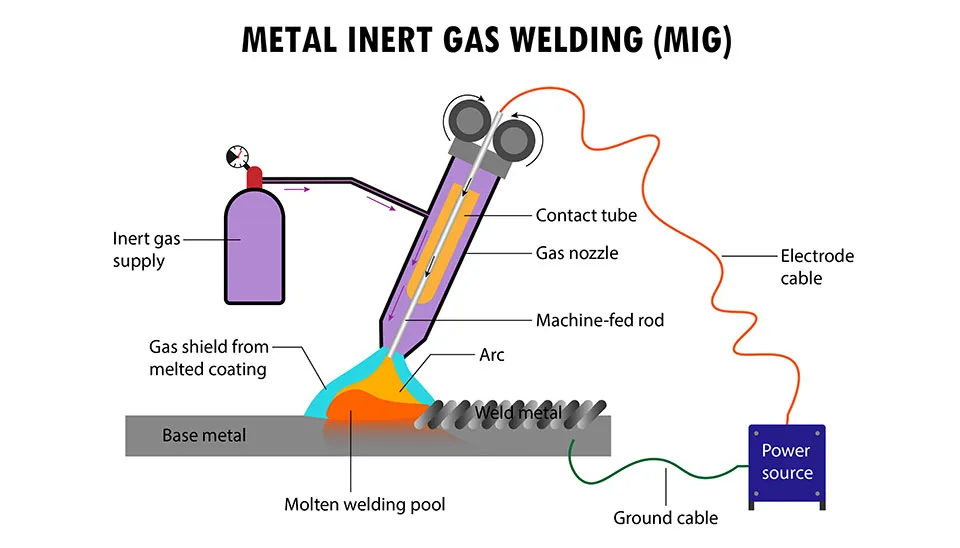
ZMDE Steel Machinery poursuit la série WeldSafe Essentials avec un contenu pratique sur la sécurité du soudage en atelier et l'optimisation des procédés. Ce numéro (#18) se concentre sur l'un des paramètres les plus critiques et pourtant souvent mal gérés dans les procédés de soudage. CO₂ Soudage sous protection gazeuse (communément appelé soudage MIG CO₂ ou soudage MAG à haute teneur en CO₂) : Débit de gaz de protection et distance buse-travail (également appelée distance entre la buse et la plaque ou une variante proche de CTWD).
Ces deux paramètres ne sont pas fixes - ils doivent être ajustés en fonction du courant de soudage pour obtenir un arc stable, une couverture de gaz efficace, une porosité/diffusion minimale et un bon aspect du cordon.
Dans WeldSafe Essentials #18, nous expliquons exactement pourquoi ces valeurs varient avec le courant et nous fournissons les plages les plus fiables éprouvées sur le terrain (basées sur la pratique industrielle, les manuels d'équipement et la validation dans le monde réel). Effectuez toujours un essai de soudure sur un matériau de rebut avant la production.
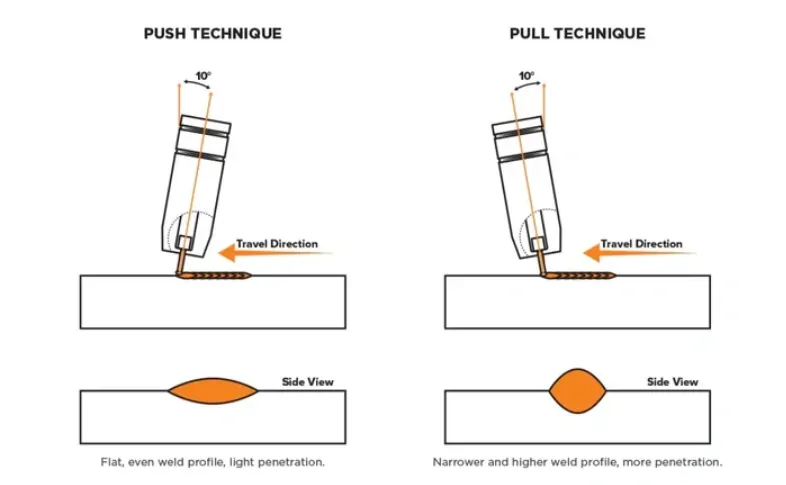
Voyage en avant ou en arrière : Les bases
- Méthode de l'avant (poussée / coup droit)
- La torche est orientée vers l'avant, dans le sens de la marche.
- Angle de déplacement : Typiquement 5°-20° vers l'avant (torche inclinée en avant de la perpendiculaire).
- L'arc électrique pousse le bain de fusion vers l'avant, l'aplatissant pour obtenir un cordon plus large et plus lisse.
- Méthode à reculons (Pull / Drag / Backhand)
- La torche est orientée vers l'arrière, dans le sens inverse de la marche.
- Angle de déplacement : Typiquement 5°-20° vers l'arrière (torche inclinée derrière la perpendiculaire).
- L'arc entraîne le bassin, construisant une couronne plus haute et plus étroite avec une pénétration plus profonde.
Effets sur la qualité des soudures
| Technique | Angle de déplacement | Profil de soudure | Pénétration | Niveau d'éclaboussures | Couverture et propreté du gaz | Meilleur pour |
|---|---|---|---|---|---|---|
| En avant (poussée) | 5°-20° vers l'avant | Perle plate, large et régulière | Moins profond / plus léger | Plus bas | Meilleur (le gaz s'écoule en amont de la piscine) | Aspect propre, matériaux minces, aluminium, soudage en position |
| Vers l'arrière (traction) | 5°-20° vers l'arrière | Couronne plus étroite et plus haute | Plus profond / plus lourd | Plus élevé | Légèrement réduit | Matériaux plus épais, pénétration maximale, soudures d'angle |
- La technique de poussée permet généralement d'obtenir des soudures plus propres, avec moins de projections et un meilleur blindage gazeux, car le gaz s'écoule vers l'avant au-dessus du bain de fusion, ce qui est idéal pour les soudures à l'arc. CO₂ soudage pour réduire les risques de porosité.
- La technique de traction permet une pénétration plus profonde mais peut piéger davantage de projections et provoquer une légère porosité si la couverture de gaz est marginale (ce qui est courant dans les installations de CO₂ à courant élevé).
- La technique perpendiculaire (0°) est acceptable pour certains travaux à plat, mais elle donne souvent une pénétration moyenne et plus de projections que les techniques angulaires.
Lignes directrices pratiques
- Commencez par Angle de 10° à 15 - La plupart des soudeurs trouvent que c'est le point idéal pour l'équilibre entre la pénétration, la forme du cordon et le contrôle des projections dans les applications MIG CO₂.
- Ajuster en fonction du matériel et de la position -
- Aluminium → Pousser presque toujours (meilleure action de nettoyage et moins de porosité).
- Soudures d'angle en acier → Tirer pour une pénétration plus profonde des racines.
- Vertical vers le haut → Légère poussée ou perpendiculaire à la flaque de contrôle.
- Spécifique au CO₂ : Combinez avec un débit de gaz approprié (par exemple, 20-25 L/min pour 200-350A) et une distance de buse (15-20 mm) pour optimiser le blindage.
- Maintenez un angle constant - Le fait de faire osciller la torche entraîne des perles irrégulières et des défauts.
- Combinez avec la vitesse de déplacement - Trop rapide en poussée = pénétration superficielle ; trop lent en traction = accumulation excessive.
Rappel rapide avant soudure
- Décidez de pousser ou de tirer en fonction de la pénétration et de la finition souhaitées.
- Régler l'angle de déplacement 5°-20° dans la direction choisie.
- Maintenez la torche stable et l'angle constant tout au long du cordon.
- Testez d'abord sur une chute - observez la stabilité de l'arc, les éclaboussures et le profil des perles.
Conclusion : L'angle et la direction déterminent le résultat
Les mêmes réglages de la machine peuvent produire un cordon plat et propre ou un cordon profond et bombé, simplement en changeant l'angle de la torche et la direction de déplacement. Maîtrisez les 0°-20° et choisissez intentionnellement le mode "push" ou "pull" - vos soudures gagneront en consistance, en apparence et en résistance, en particulier dans les applications exigeantes en CO₂.
Que préférez-vous - pousser ou tirer - et pourquoi ? Partagez votre technique préférée dans les commentaires.
Tags : Soudage CO2, MIG, angle de la torche, push pull, sens de déplacement, sécurité du soudage, pénétration, contrôle des projections, profil du cordon, WeldSafe Essentials
Postes connexes
- Sécurité en soudage : Le rôle du diffuseur de gaz de la torche MIG - essentiel pour la qualité et la protection (WeldSafe Essentials 16)
- Sécurité en soudage : Évitez les câbles de soudage trop longs ou enroulés - Maintenez la puissance et la stabilité de l'arc (WeldSafe Essentials 15)
ZMDE Steel Machinery intègre la R&D, la fabrication, les ventes et le service, avec une expertise dans les lignes de production de poutrelles H/T intelligentes, l'IoT de l'industrie et les systèmes de contrôle.
Siège de Shanghai : 999 Yunjuan Road, China (Shanghai) Pilot Free Trade Zone Lin-gang Special Area, Shanghai China Shandong Base : 3888 Yinda Road, Weifang City, Shandong China Email : export.zmde@zmdetech.com
Tél : +86 131 6226 6595 (WeChat)
+86 180 0536 5092 (Marketing WhatsApp)
+86 185 2178 3568 (Sales WhatsApp)