Sécurité en soudage : Obtenir des soudures de haute qualité - Le guide essentiel pour sélectionner les gaz de protection (WeldSafe Essentials 20)
Le gaz de protection est l'un des paramètres que les soudeurs expérimentés décident instinctivement, alors que les débutants se trompent souvent. Il ne s'agit pas seulement d'un “produit qui empêche l'air de pénétrer”. Le gaz que vous choisissez affecte directement la stabilité de l'arc, le comportement du transfert de métal, l'oxydation du bain, les niveaux de projections, l'aspect des cordons et les taux de porosité. Un mauvais choix de gaz n'a pas seulement une mauvaise apparence ; il augmente les coûts de reprise et sape l'intégrité de la structure.
Dans ce numéro de WeldSafe Essentials, nous décomposons la sélection des gaz de protection en fonction du procédé de soudage et du matériau de base, puis nous présentons un cadre de décision pratique en trois étapes que nous utilisons chez ZMDE dans l'atelier.

Principe de base : Adapter le gaz au processus et au matériau
Il n'existe pas de “meilleur” gaz de protection. Il n'y a que celui qui convient à votre combinaison spécifique de procédés, de matériaux et d'exigences de production. Les recommandations ci-dessous sont des points de départ - la mise au point finale nécessite toujours des soudures d'essai sur du matériel de rebut réel avant de s'engager dans un cycle de production.
Recommandations de gaz standard par procédé de soudage
| Processus de soudage | Matériaux primaires | Gaz de protection recommandé | Caractéristiques principales |
|---|---|---|---|
| TIG (GTAW) | Tous les métaux, en particulier l'aluminium, le cuivre et l'acier inoxydable | Argon pur (Ar) | Arc le plus propre, oxydation minimale, excellent aspect des perles |
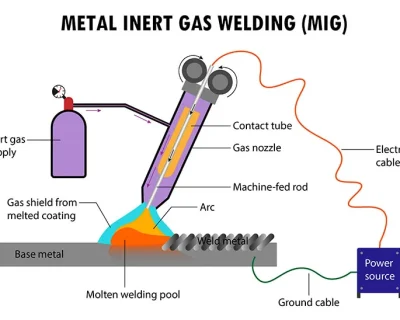
| MIG (GMAW) | Aluminium, cuivre, nickel (non ferreux) | Argon pur ou mélanges Argon-Hélium | Arc stable, adapté aux matériaux de faible épaisseur |
| MAG (GMAW) | Acier au carbone, acier faiblement allié, acier inoxydable | Mélanges à base de CO₂ ou d'argon (Ar+CO₂ / Ar+O₂) | Rentable, bonne pénétration, adapté à la fabrication de l'acier |
Guide de sélection détaillé par matériau
1. Acier doux / acier au carbone
- 100% CO₂ : L'option la plus économique. Pénétration profonde, bien adaptée aux matériaux plus épais. Produit nettement plus d'éclaboussures - tenez-en compte dans vos coûts de nettoyage si vous travaillez en grande quantité.
- C-25 (75% Ar / 25% CO₂) : La norme industrielle pour le soudage MAG sur l'acier au carbone. Excellent équilibre entre la stabilité de l'arc, la pénétration et le contrôle des projections. Fiable pour le soudage en toutes positions.
- Rapports Ar/CO₂ plus élevés (par exemple, 90/10, 85/15) : Plus d'argon signifie un meilleur aspect du cordon et moins d'éclaboussures, avec un compromis modeste en termes de profondeur de pénétration. Cela vaut la peine pour les joints visibles ou les lignes automatisées où le temps de nettoyage après soudage est important.
2. Acier inoxydable
- Tri-Mix (par exemple, 90% He + 7,5% Ar + 2,5% CO₂) : Courant pour le transfert en court-circuit. Arc stable, bon profil de perle et comportement prévisible selon les positions.
- Argon + 2-5% Oxygène : Préféré pour le transfert par pulvérisation. L'ajout d'oxygène améliore la fluidité du bain de soudure et produit un cordon nettement plus plat et plus lisse.
- Pour le TIG sur l'acier inoxydable : Toujours 100% Argon. Pas d'exception.
3. Aluminium
- 100% Argon : Correct pour le MIG et le TIG sur l'aluminium. La stabilité de l'arc et l'action nettoyante de l'argon sur l'oxyde d'aluminium sont irremplaçables. La pureté du gaz n'est pas optionnelle - même une contamination mineure entraîne une porosité.
- Mélanges argon-hélium (par exemple, 75% Ar / 25% He) : Lorsque vous avez besoin d'une pénétration plus profonde ou d'une vitesse de déplacement plus rapide sur des sections d'aluminium épaisses. L'hélium augmente l'apport de chaleur, ce qui est souvent exactement ce que les plaques épaisses exigent.

Les caractéristiques des gaz de protection en un coup d'œil
| Type de gaz | Avantages principaux | Limites | Meilleure application |
|---|---|---|---|
| Dioxyde de carbone (CO₂) | Pénétration profonde, coût le plus bas | Arc moins stable, éclaboussures plus importantes, limité aux courts-circuits et aux transferts globulaires. | Acier au carbone épais, travaux à dépôt élevé, opérations à budget limité |
| Argon (Ar) | Arc très stable, excellente action de nettoyage de l'aluminium, peu de projections | Pénétration plus faible sur l'acier, risque de contre-dépouille | Soudage TIG ; MIG sur l'aluminium et les métaux non ferreux |
| Mélanges Argon-CO₂ | Équilibre entre la stabilité de l'arc, la pénétration et le coût ; moins de projections que le CO₂ pur. | Coût plus élevé que le CO₂ pur | Soudage MAG des aciers au carbone et faiblement alliés - l'option d'utilisation quotidienne la plus polyvalente |
| Mélanges d'argon et d'oxygène | Améliore la stabilité de l'arc et la fluidité du bain de soudure ; profil de cordon plus plat | Augmentation de l'oxydation ; ne convient pas à l'aluminium et aux métaux réactifs | Transfert par pulvérisation sur les aciers au carbone et les aciers inoxydables |
Stratégie de sélection pratique : Un guide en 3 étapes
Étape 1 : Définir votre objectif de soudage
Qu'est-ce qui compte le plus dans ce travail ?
- Aspect et propreté des perles → Les mélanges riches en argon (C-25, 90/10) sont le bon choix.
- Minimiser le coût des consommables → Le CO₂ pur ou les mélanges à haute teneur en CO₂ vous permettront d'atteindre cet objectif.
- Pénétration profonde sur une plaque épaisse → Un contenu plus élevé en CO₂ joue en votre faveur.
- Matériau de faible épaisseur → Une teneur en argon plus élevée permet d'obtenir un arc plus doux et plus contrôlable, moins susceptible de se briser.
Étape 2 : Adapter le gaz au matériau et au procédé
- Aluminium et alliages : Toujours 100% Argon ou mélanges Ar/He. La pureté du gaz est essentielle.
- Acier au carbone à usage général : Commencez par le C-25 (75% Ar / 25% CO₂). Il est tolérant, polyvalent et disponible presque partout.
- Acier inoxydable, aspect critique : L'argon avec de l'oxygène 1-3% donne généralement la meilleure finition pour les applications de transfert par pulvérisation.
- Soudage toutes positions ou soudage de tuyaux : L'argon avec 5-10% CO₂ est généralement préféré pour le transfert en court-circuit - bonne stabilité d'une position à l'autre.
Étape 3 : Prise en compte de la productivité et du coût total
- Soudage robotisé ou automatisé : Les mélanges à faible dispersion (teneur en argon plus élevée) réduisent le temps de nettoyage après soudage. Sur un robot fonctionnant 16 heures par jour, ce temps s'additionne rapidement.
- Production en grande quantité : Ne vous contentez pas de regarder le prix du gaz par bouteille. Calculez les gains en termes de vitesse, de qualité et de réduction des retouches. Le CO₂ pur est bon marché ; le nettoyage après des projections excessives ne l'est pas.
- Positions difficiles ou articulations éloignées : Les mélanges à base d'argon vous offrent la stabilité de l'arc dont vous avez besoin lorsque le repositionnement n'est pas envisageable.

Tableau de sélection rapide
| Votre besoin principal | Gaz de démarrage recommandé | Pourquoi |
|---|---|---|
| Soudage de l'aluminium, finition de qualité | 100% Argon | Convient aussi bien pour le TIG que pour le MIG. Soudures stables et propres sans exception. |
| Soudage d'acier doux, budget serré | 100% CO₂ | Une pénétration maximale pour un coût du gaz le plus bas possible. |
| Acier inoxydable, toutes positions | Tri-Mix (par exemple, 90He / 7,5Ar / 2,5CO₂) | Stabilité fiable de l'arc et bon profil de perle pour le transfert en court-circuit. |
| Plaque épaisse, haute productivité | Argon avec 15-25% CO₂ | Bon équilibre pénétration/stabilité pour les travaux à fort dépôt. |
| Ligne de production automatisée | Argon avec 10% CO₂ + 5% O₂ | Peu d'éclaboussures, qualité constante des perles, peu d'intervention nécessaire. |
Conclusion : Le bon gaz est un multiplicateur de force
Le choix du gaz est l'un des rares paramètres pour lesquels un petit changement - passer du CO₂ pur au C-25, par exemple - peut produire une amélioration immédiate et visible de la qualité de la soudure sans modification de la technique ou de l'équipement. Cela vaut la peine de bien faire les choses.
Les règles de base sont simples : argon pur pour l'aluminium, mélanges d'argon pour l'acier, ajout d'oxygène pour le transfert par pulvérisation de l'acier inoxydable, ajout d'hélium pour les sections épaisses de métaux non ferreux. Mais les détails ont leur importance. Effectuez toujours des essais de soudage sur des matériaux de rebut avant de vous engager dans une nouvelle configuration de gaz pour des travaux de production.
Quel est votre gaz de protection préféré pour les applications quotidiennes, et pourquoi ? Partagez votre expérience dans les commentaires - nous sommes toujours intéressés par ce qui fonctionne dans l'atelier.
Découvrez d'autres articles de la série WeldSafe Essentials pour un contenu pratique sur la sécurité du soudage et l'optimisation des processus de ZMDE.
ZMDE Steel Machinery intègre la R&D, la fabrication, les ventes et le service, avec une expertise dans les lignes de production de poutrelles H/T intelligentes, l'IoT de l'industrie et les systèmes de contrôle.
Siège de Shanghai : 999 Yunjuan Road, China (Shanghai) Pilot Free Trade Zone Lin-gang Special Area, Shanghai China Shandong Base : 3888 Yinda Road, Weifang City, Shandong China Email : export.zmde@zmdetech.com
Tél : +86 131 6226 6595 (WeChat)
+86 180 0536 5092 (Marketing WhatsApp)
+86 185 2178 3568 (Sales WhatsApp)