Welding Safety (Segurança na soldagem): Obtendo soldas de alta qualidade - O guia essencial para a seleção de gases de proteção (WeldSafe Essentials 20)
O gás de proteção é um daqueles parâmetros sobre os quais os soldadores experientes tomam decisões instintivamente - e os iniciantes geralmente erram feio. Não é apenas “o material que mantém o ar fora”. O gás que o senhor escolhe afeta diretamente a estabilidade do arco, o comportamento da transferência de metal, a oxidação da poça, os níveis de respingos, a aparência do cordão e as taxas de porosidade. Uma decisão errada sobre a seleção do gás não só parece ruim, como também aumenta os custos de retrabalho e prejudica a integridade estrutural.
Nesta edição do WeldSafe Essentials, detalhamos a seleção do gás de proteção por processo de soldagem e material de base e, em seguida, apresentamos uma estrutura prática de decisão em três etapas que usamos na ZMDE no chão de fábrica.

Princípio fundamental: Adequar o gás ao processo e ao material
Não existe um único “melhor” gás de proteção. Existe apenas o gás certo para sua combinação específica de requisitos de processo, material e produção. As recomendações abaixo são pontos de partida - o ajuste final sempre requer soldas de teste em material de sucata real antes de se comprometer com uma produção.
Recomendações de gás padrão por processo de soldagem
| Processo de soldagem | Materiais primários | Gás de proteção recomendado | Principais características |
|---|---|---|---|
| TIG (GTAW) | Todos os metais, especialmente Al, Cu e aço inoxidável | Argônio puro (Ar) | Arco mais limpo, oxidação mínima, excelente aparência do cordão |
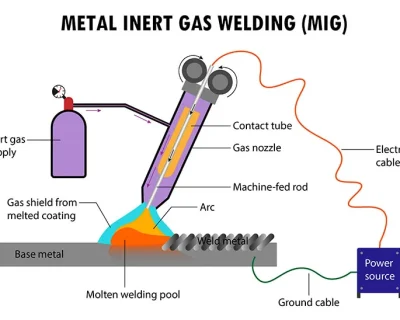
| MIG (GMAW) | Alumínio, cobre, níquel (não ferroso) | Argônio puro ou misturas de argônio e hélio | Arco estável, bom para materiais de calibre leve |
| MAG (GMAW) | Aço carbono, aço de baixa liga, aço inoxidável | Misturas à base de CO₂ ou argônio (Ar+CO₂ / Ar+O₂) | Econômico, boa penetração, adequado para fabricação de aço |
Guia de seleção detalhado por material
1. Aço doce/carbono
- 100% CO₂: A opção mais econômica. Penetração profunda, adequada para materiais mais espessos. Produz visivelmente mais respingos - leve isso em conta no custo de limpeza se o volume for alto.
- C-25 (75% Ar / 25% CO₂): O padrão do setor para soldagem MAG em aço carbono. Forte equilíbrio geral de estabilidade de arco, penetração e controle de respingos. Confiável para soldagem em todas as posições.
- Razões Ar/CO₂ mais altas (por exemplo, 90/10, 85/15): Mais argônio significa uma melhor aparência do cordão e menos respingos, com uma pequena compensação na profundidade de penetração. Vale a pena para costuras visíveis ou linhas automatizadas em que o tempo de limpeza pós-soldagem é importante.
2. Aço inoxidável
- Tri-Mix (por exemplo, 90% He + 7,5% Ar + 2,5% CO₂): Comum para transferência de curto-circuito. Arco estável, bom perfil do cordão e comportamento previsível em todas as posições.
- Argônio + 2-5% Oxigênio: Preferido para transferência por spray. A adição de oxigênio melhora a fluidez do banho de solda e produz um cordão visivelmente mais plano e suave.
- Para TIG em aço inoxidável: Sempre 100% Argônio. Sem exceções.
3. Alumínio
- 100% Argônio: Correto tanto para MIG quanto para TIG em alumínio. A estabilidade do arco e a ação de limpeza que o argônio proporciona no óxido de alumínio são insubstituíveis. A pureza do gás aqui não é opcional - mesmo uma pequena contaminação causa porosidade.
- Misturas de argônio e hélio (por exemplo, 75% Ar / 25% He): Quando o senhor precisa de uma penetração mais profunda ou de uma velocidade de deslocamento mais rápida em seções grossas de alumínio. O hélio aumenta a entrada de calor, o que geralmente é exatamente o que uma chapa grossa exige.

Visão geral das características do gás de proteção
| Tipo de gás | Vantagens primárias | Limitações | Melhor aplicativo |
|---|---|---|---|
| Dióxido de carbono (CO₂) | Penetração profunda, menor custo | Arco menos estável, maior respingo, limitado a curto-circuito e transferência globular | Aço carbono espesso, trabalho de alta deposição, operações com orçamento limitado |
| Argônio (Ar) | Arco muito estável, excelente ação de limpeza do alumínio, respingos mínimos | Menor penetração no aço, risco de rebaixamento | Soldagem TIG; MIG em alumínio e metais não ferrosos |
| Misturas de argônio-CO₂ | Equilibra a estabilidade do arco com a penetração e o custo; menos respingos do que o CO₂ puro | Custo mais alto do que o CO₂ puro | Soldagem MAG de aço carbono e aço de baixa liga - a opção mais versátil para uso diário |
| Misturas de argônio e oxigênio | Melhora a estabilidade do arco e a fluidez do banho de solda; perfil do cordão mais plano | Aumento da oxidação; inadequado para alumínio e metais reativos | Transferência por spray em aços carbono e inoxidáveis |
Estratégia prática de seleção: Um guia em três etapas
Etapa 1: Definir sua meta de soldagem
O que é mais importante nesse trabalho?
- Aparência e limpeza das contas → As misturas ricas em argônio (C-25, 90/10) são a escolha certa.
- Minimizar o custo dos consumíveis → O senhor conseguirá chegar lá com CO₂ puro ou com misturas de alto CO₂.
- Penetração profunda em placa espessa → O conteúdo de CO₂ mais alto trabalha a favor do senhor.
- Material de calibre fino → Um teor mais alto de argônio proporciona um arco mais suave e mais controlável, com menor probabilidade de ser atravessado.
Etapa 2: Combinar o gás com o material e o processo
- Alumínio e ligas: Sempre 100% Argônio ou misturas de Ar/He. A pureza do gás é fundamental.
- Aço carbono para uso geral: Comece com o C-25 (75% Ar / 25% CO₂). Ele é flexível, versátil e está disponível em quase todos os lugares.
- Aço inoxidável, aparência crítica: O argônio com oxigênio 1-3% normalmente oferece o melhor acabamento para aplicações de transferência por spray.
- Soldagem de todas as posições ou de tubos: O argônio com 5-10% CO₂ é geralmente preferido para transferência de curto-circuito - boa estabilidade entre posições.
Etapa 3: Fator de produtividade e custo total
- Soldagem robótica ou automatizada: As misturas de baixo respingo (maior teor de argônio) reduzem o tempo de limpeza pós-soldagem. Em um robô que trabalha 16 horas por dia, esse tempo aumenta rapidamente.
- Produção de alto volume: Não olhe apenas para o preço do gás por cilindro. Calcule em relação aos ganhos em velocidade, qualidade e redução de retrabalho. O CO₂ puro é barato; a limpeza após respingos excessivos, não.
- Posições difíceis ou articulações remotas: As misturas à base de argônio proporcionam a estabilidade do arco de que o senhor precisa quando o reposicionamento não é uma opção.

Gráfico de seleção de referência rápida
| Sua principal necessidade | Gás de partida recomendado | Por que |
|---|---|---|
| Soldagem de alumínio, acabamento de qualidade | 100% Argônio | Correto tanto para TIG quanto para MIG. Soldas estáveis e limpas, sem exceção. |
| Soldagem de aço doce, orçamento apertado | 100% CO₂ | Penetração máxima com o menor custo de gás. |
| Aço inoxidável, todas as posições | Tri-Mix (por exemplo, 90He / 7,5Ar / 2,5CO₂) | Estabilidade confiável do arco e bom perfil do cordão para transferência de curto-circuito. |
| Placa grossa, alta produtividade | Argônio com 15-25% CO₂ | Bom equilíbrio entre penetração e estabilidade para trabalhos com alta deposição. |
| Linha de produção automatizada | Argônio com 10% CO₂ + 5% O₂ | Respingos mínimos, qualidade consistente dos grânulos, pouca intervenção necessária. |
Conclusão: O gás certo é um multiplicador de força
A seleção de gás é um dos poucos parâmetros em que uma pequena mudança - trocar de CO₂ puro para C-25, por exemplo - pode produzir uma melhoria imediata e visível na qualidade da solda, sem alterar a técnica ou o equipamento. Vale a pena acertar.
As regras básicas são simples: argônio puro para alumínio, misturas de argônio para aço, adição de oxigênio para transferência de spray de aço inoxidável, adição de hélio para seções não ferrosas espessas. Mas os detalhes são importantes. Sempre execute soldas de teste em material de sucata antes de se comprometer com uma nova configuração de gás no trabalho de produção.
Qual é o seu gás de proteção preferido para aplicações cotidianas e por quê? Compartilhe sua experiência nos comentários - estamos sempre interessados em saber o que está funcionando no chão de fábrica.
Explore mais na série WeldSafe Essentials para obter conteúdo prático sobre segurança de soldagem e otimização de processos da ZMDE.
A ZMDE Steel Machinery integra P&D, fabricação, vendas e serviços, com experiência em linhas de produção estrutural de vigas H/T inteligentes, IoT do setor e sistemas de controle.
Sede em Xangai: 999 Yunjuan Road, China (Shanghai) Pilot Free Trade Zone Lin-gang Special Area, Shanghai China Shandong Base: 3888 Yinda Road, Weifang City, Shandong China Email: export.zmde@zmdetech.com
Tel: +86 131 6226 6595 (WeChat)
+86 180 0536 5092 (WhatsApp de marketing)
+86 185 2178 3568 (WhatsApp de vendas)