Segurança na soldagem: Obtendo soldas de alta qualidade - Ângulo da tocha push vs pull e direção de deslocamento (WeldSafe Essentials 18)
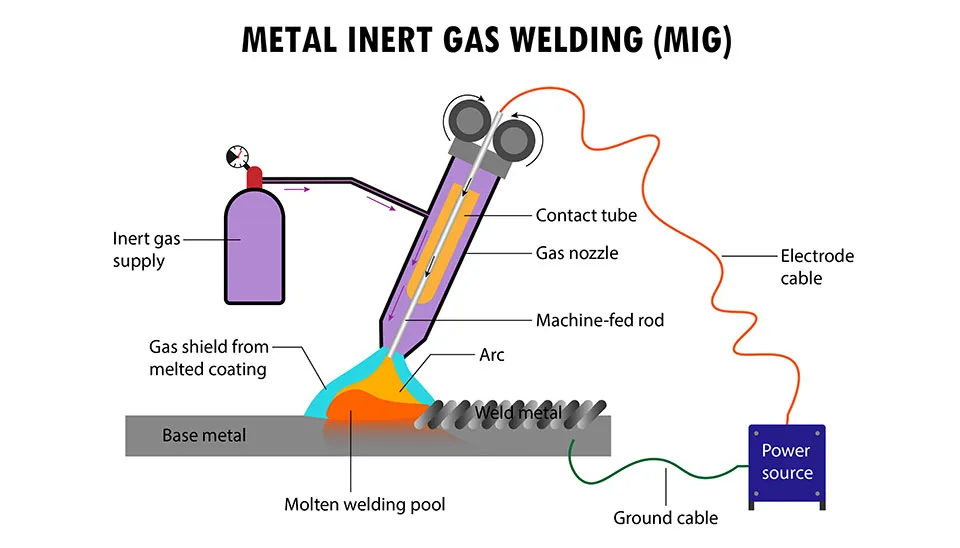
ZMDE Steel Machinery continua a série WeldSafe Essentials com conteúdo prático sobre segurança de soldagem no chão de fábrica e otimização de processos. Esta edição (#18) enfoca um dos parâmetros mais críticos, porém frequentemente mal gerenciados, em Soldagem com proteção de gás CO₂ (comumente chamada de soldagem MIG CO₂ ou soldagem MAG com alto teor de CO₂): Vazão de gás de proteção e distância entre o bocal e o trabalho (também conhecida como Nozzle-to-Plate Distance ou uma variante próxima de CTWD).
Esses dois parâmetros não são fixos - eles devem ser ajustados de acordo com a corrente de soldagem para obter um arco estável, cobertura efetiva de gás, porosidade/respingos mínimos e boa aparência do cordão.
No WeldSafe Essentials #18, explicamos exatamente por que esses valores mudam com a corrente e fornecemos as faixas mais confiáveis comprovadas em campo (com base em práticas industriais, manuais de equipamentos e validação no mundo real). Sempre teste a solda em material de sucata antes da produção.
Viagem para frente vs. viagem para trás: O básico
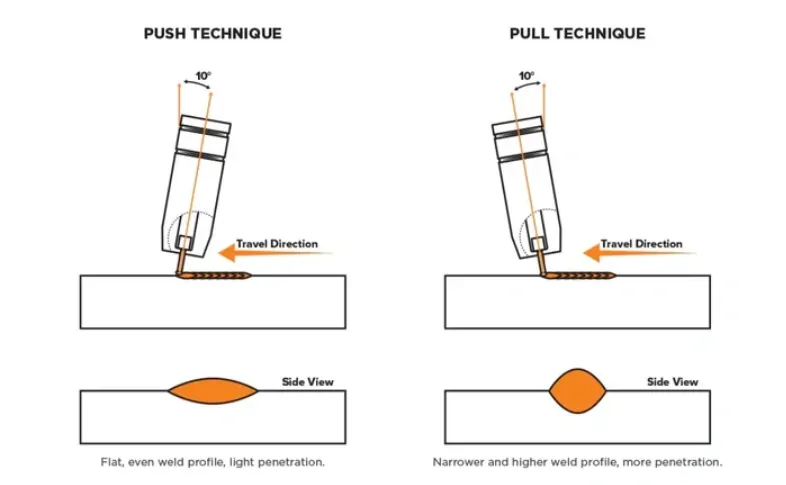
- Método de avanço (Push / Forehand)
- A lanterna aponta para a frente na direção da viagem.
- Ângulo de deslocamento: Tipicamente 5°-20° para frente (tocha inclinada à frente da perpendicular).
- O arco empurra a poça derretida para frente, achatando-a para obter um cordão mais largo e suave.
- Método Backward (Pull / Drag / Backhand)
- A tocha aponta para trás contra a direção da viagem.
- Ângulo de deslocamento: Tipicamente 5°-20° para trás (tocha inclinada atrás da perpendicular).
- O arco arrasta a piscina, criando uma coroa mais alta e mais estreita com penetração mais profunda.
Efeitos sobre a qualidade da solda
| Técnica | Ângulo de deslocamento | Perfil da solda | Penetração | Nível de respingos | Cobertura de gás e limpeza | Melhor para |
|---|---|---|---|---|---|---|
| Para frente (empurrar) | 5°-20° para frente | Conta plana, larga e uniforme | Mais raso / mais leve | Inferior | Melhor (o gás flui adiante sobre a piscina) | Aparência limpa, materiais finos, alumínio, soldagem posicional |
| Para trás (Pull) | 5°-20° para trás | Coroa mais estreita e alta | Mais profundo / mais pesado | Mais alto | Ligeiramente reduzido | Materiais mais espessos, penetração máxima, soldas em filete |
- A técnica Push geralmente produz soldas mais limpas, com menos respingos e melhor proteção de gás, porque o gás flui para frente sobre a poça ainda derretida - ideal para Soldagem de CO₂ para reduzir os riscos de porosidade.
- A técnica de puxar proporciona uma penetração mais profunda, mas pode reter mais respingos e causar uma leve porosidade se a cobertura de gás for marginal (comum em configurações de CO₂ de alta corrente).
- A perpendicular (0°) é aceitável para alguns trabalhos de posição plana, mas geralmente resulta em penetração média e mais respingos do que as técnicas angulares.
Diretrizes práticas
- Comece com Ângulo de 10°-15° - A maioria dos soldadores considera esse o ponto ideal para o equilíbrio entre penetração, formato do cordão e controle de respingos em aplicações MIG com CO₂.
- Ajustar com base no material e na posição - O senhor pode ajustar com base no material e na posição.
- Alumínio → Push quase sempre (melhor ação de limpeza e menos porosidade).
- Soldas de filete de aço → Puxe para uma penetração mais profunda na raiz.
- Vertical para cima → Ligeiro empurrão ou perpendicular à poça de controle.
- Específico para CO₂: Combine com o fluxo de gás adequado (por exemplo, 20-25 L/min para 200-350A) e a distância do bocal (15-20 mm) para otimizar a blindagem.
- Mantenha um ângulo consistente - A oscilação da tocha causa defeitos e contas irregulares.
- Combine com a velocidade de deslocamento - Muito rápido com empurrar = penetração superficial; muito lento com puxar = acúmulo excessivo.
Lembrete rápido de pré-soldagem
- Decida empurrar ou puxar com base na penetração e no acabamento desejados.
- Definir o ângulo de deslocamento 5°-20° na direção escolhida.
- Mantenha o maçarico firme e o ângulo consistente em todo o cordão.
- Teste primeiro em uma sucata - observe a estabilidade do arco, os respingos e o perfil do cordão.
Conclusão: O ângulo e a direção controlam o resultado
As mesmas configurações da máquina podem produzir um cordão plano e limpo ou um cordão profundo e coroado simplesmente mudando o ângulo da tocha e a direção de deslocamento. Domine o 0°-20° e escolher intencionalmente empurrar ou puxar - suas soldas ganharão consistência, aparência e resistência, especialmente em aplicações exigentes de CO₂.
O que o senhor prefere - empurrar ou puxar - e por quê? Compartilhe sua técnica preferida nos comentários.
Tags: Soldagem com CO2, MIG, ângulo da tocha, push pull, direção de deslocamento, segurança de soldagem, penetração, controle de respingos, perfil do cordão, WeldSafe Essentials
Publicações relacionadas
- Welding Safety (Segurança na soldagem): O papel do difusor de gás da tocha MIG (tela de gás) - essencial para a qualidade e a proteção (WeldSafe Essentials 16)
- Welding Safety (Segurança na soldagem): Evite cabos de soldagem excessivamente longos ou enrolados - Mantenha a potência e a estabilidade do arco (WeldSafe Essentials 15)
A ZMDE Steel Machinery integra P&D, fabricação, vendas e serviços, com experiência em linhas de produção estrutural de vigas H/T inteligentes, IoT do setor e sistemas de controle.
Sede em Xangai: 999 Yunjuan Road, China (Shanghai) Pilot Free Trade Zone Lin-gang Special Area, Shanghai China Shandong Base: 3888 Yinda Road, Weifang City, Shandong China Email: export.zmde@zmdetech.com
Tel: +86 131 6226 6595 (WeChat)
+86 180 0536 5092 (WhatsApp de marketing)
+86 185 2178 3568 (WhatsApp de vendas)