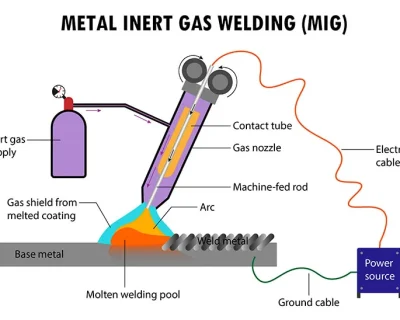
Segurança na soldagem: Obtendo soldas de alta qualidade - Ângulo adequado da tocha e direção de deslocamento (WeldSafe Essentials 17)
Mesmo com configurações idênticas de corrente, tensão e alimentação de arame, a aparência final do cordão de solda, a penetração, o nível de respingos e a qualidade geral podem variar drasticamente, dependendo do seu ângulo da tocha e técnica de viagem. Em Fundamentos do WeldSafe #17, Na seção "Soldagem MIG", exploramos os dois principais métodos de soldagem MIG.para frente (push/forehand) e para trás (pull/drag/backhand)-incluindo a faixa de ângulo de deslocamento recomendada de 0° a 20° e como cada um deles afeta o banho de solda, a cobertura do gás de proteção e o perfil do cordão.
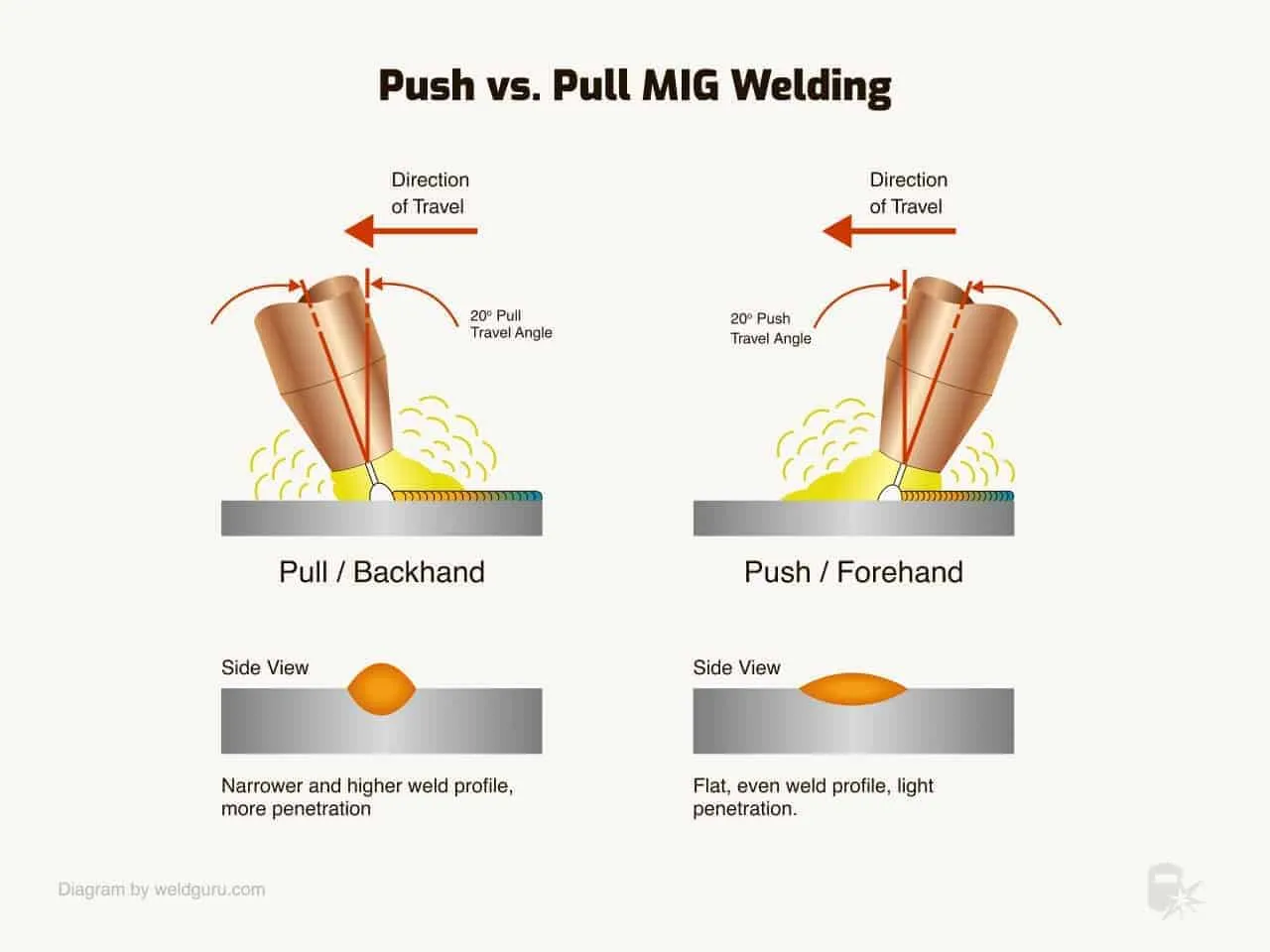
Viagem para frente vs. viagem para trás: O básico
- Método de avanço (Push / Forehand)
- Pontos da tocha avançar na direção da viagem.
- Ângulo de deslocamento: Tipicamente 5°-20° para frente (tocha inclinada à frente da perpendicular).
- O arco empurra a poça de fusão para a frente, achatando-a.
- Método Backward (Pull / Drag / Backhand)
- Pontos da tocha para trás contra a direção da viagem.
- Ângulo de deslocamento: Tipicamente 5°-20° para trás (tocha inclinada para trás da perpendicular).
- O arco arrasta a piscina, criando uma coroa mais alta e mais estreita.
Aqui estão diagramas claros comparando as duas técnicas (observe os exemplos de ângulo de deslocamento de 20°):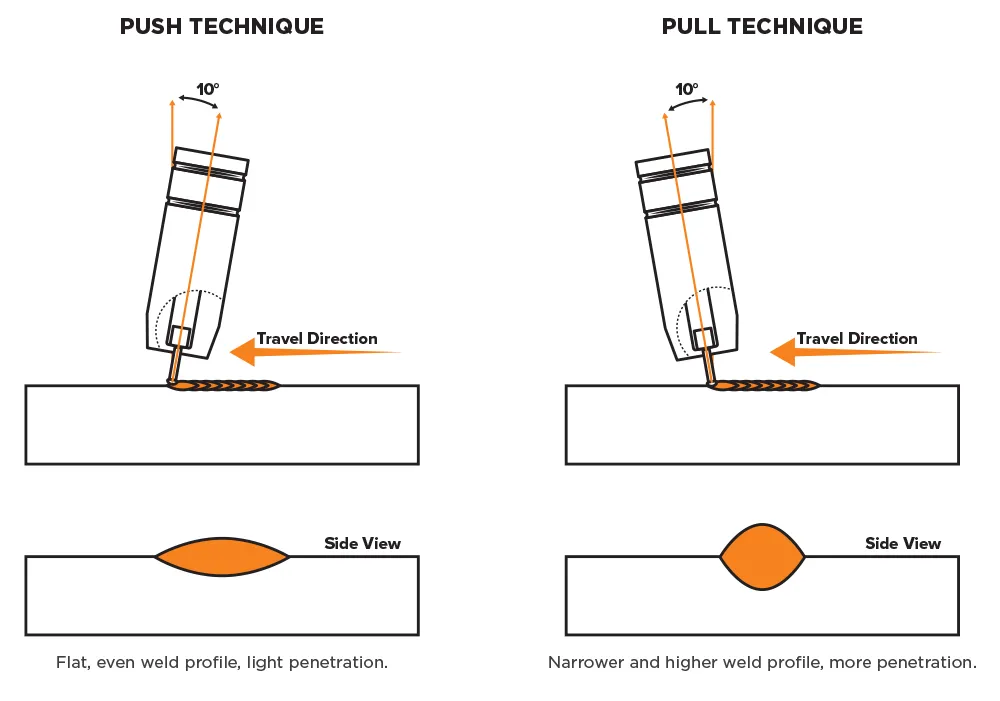
| Técnica | Ângulo de deslocamento | Perfil da solda | Penetração | Nível de respingos | Cobertura de gás e limpeza | Melhor para |
|---|---|---|---|---|---|---|
| Para frente (empurrar) | 5°-20° para frente | Conta plana, larga e uniforme | Mais raso / mais leve | Inferior | Melhor (fluxos de gás à frente) | Aparência limpa, materiais finos, alumínio, soldagem posicional |
| Para trás (Pull) | 5°-20° para trás | Coroa mais estreita e alta | Mais profundo / mais pesado | Mais alto | Ligeiramente reduzido | Materiais mais espessos, penetração máxima, soldas em filete |
- Técnica de empurrar geralmente produz soldas mais limpas, com menos respingos e melhor proteção de gás, porque o gás flui para frente sobre a poça ainda fundida.
- Técnica de puxar proporciona uma penetração mais profunda, mas pode reter mais respingos e causar uma leve porosidade se a cobertura de gás for marginal.
A perpendicular (0°) é aceitável para alguns trabalhos de posição plana, mas geralmente resulta em penetração média e mais respingos do que as técnicas angulares.
Diretrizes práticas
- Comece com um ângulo de 10°-15° - A maioria dos soldadores considera esse o ponto ideal para o equilíbrio entre penetração, formato do cordão e controle de respingos.
- Ajustar com base no material e na posição —
- Alumínio → Empurrar quase sempre (melhor ação de limpeza e menos porosidade)
- Soldas de filete de aço → Puxe para uma penetração mais profunda na raiz
- Vertical para cima → Ligeiro empurrão ou perpendicular à poça de controle
- Manter o ângulo consistente - A oscilação da tocha causa contas irregulares e defeitos.
- Combinar com a velocidade de deslocamento - Muito rápido com o push = penetração superficial; muito lento com o pull = acúmulo excessivo.
Lembrete rápido de pré-soldagem
- Decida empurrar ou puxar com base na penetração e no acabamento desejados
- Defina o ângulo de deslocamento de 5° a 20° na direção escolhida
- Mantenha o maçarico firme e o ângulo consistente em todo o cordão
- Teste primeiro na sucata - observe a estabilidade do arco, os respingos e o perfil do cordão
Conclusão: O ângulo e a direção controlam o resultado
As mesmas configurações da máquina podem produzir um cordão plano e limpo ou um cordão profundo e coroado simplesmente mudando o ângulo da tocha e a direção de deslocamento. Domine a faixa de 0° a 20° e escolha intencionalmente empurrar ou puxar - suas soldas ganharão consistência, aparência e resistência.
O que o senhor prefere - empurrar ou puxar - e por quê? Compartilhe sua técnica preferida nos comentários.