Безопасность сварки: Достижение высококачественных сварных швов - угол наклона и направление движения горелки (WeldSafe Essentials 18)
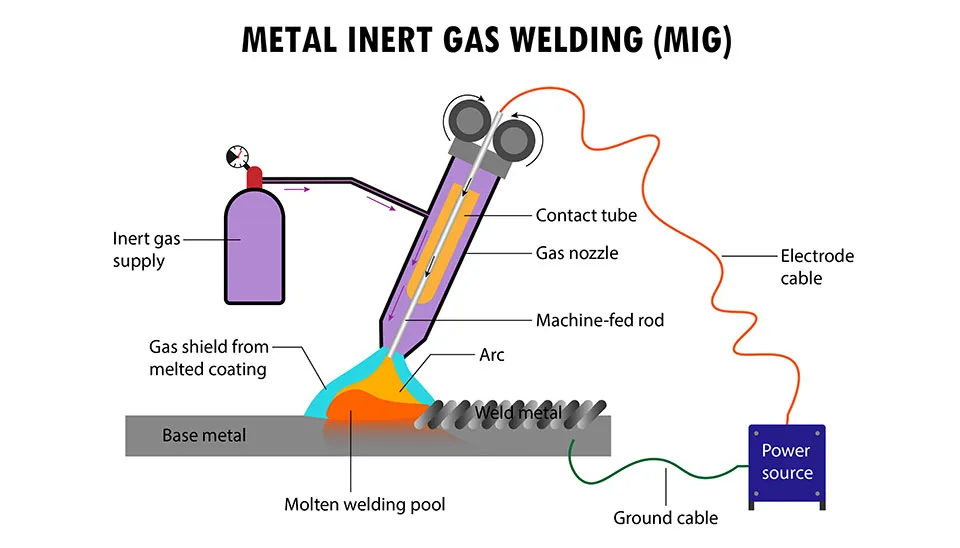
Стальное оборудование ZMDE продолжает серию WeldSafe Essentials с практическими материалами по безопасности сварки в цеху и оптимизации процессов. Этот выпуск (#18) посвящен одному из наиболее важных, но часто неправильно управляемых параметров в CO₂ Сварка в газовом щите (обычно называемая CO₂ MIG-сваркой или MAG-сваркой с высоким содержанием CO₂): Скорость потока экранирующего газа и расстояние от сопла до рабочего места (также называемое "расстояние от форсунки до пластины" или близкий вариант CTWD).
Эти два параметра не являются фиксированными - их необходимо регулировать в зависимости от сварочного тока, чтобы добиться стабильной дуги, эффективного покрытия газом, минимальной пористости/разбрызгивания и хорошего внешнего вида шарика.
В разделе WeldSafe Essentials #18 мы объясним, почему эти значения изменяются с изменением тока, и предоставим наиболее надежные диапазоны, проверенные на практике (на основе промышленной практики, руководств по оборудованию и реальных испытаний). Перед производством всегда проводите пробную сварку на ломе.
Путешествия вперед и назад: Основы
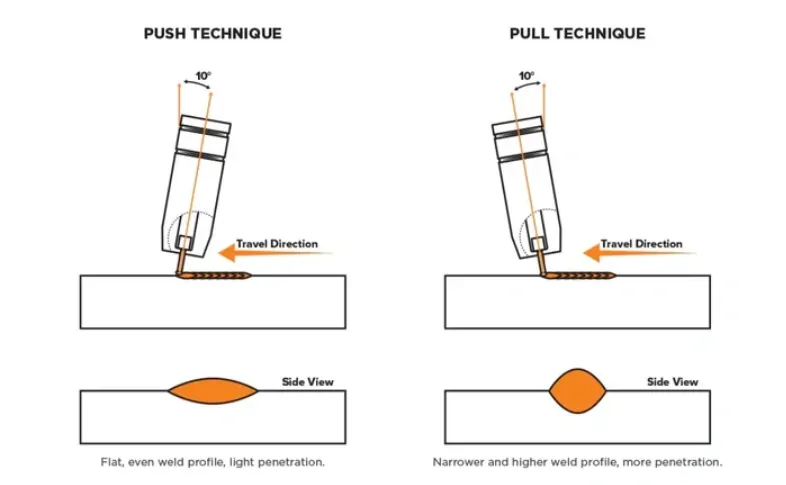
- Передовой метод (толчок / передний край)
- Факел направлен вперед по направлению движения.
- Угол поворота: Обычно 5°-20° вперед (факел наклонен вперед от перпендикуляра).
- Дуга толкает расплавленный бассейн вперед, расплющивая его, чтобы получить более широкую и гладкую бусину.
- Обратный метод (Pull / Drag / Backhand)
- Факел направлен назад против направления движения.
- Угол поворота: Обычно 5°-20° назад (факел наклонен за перпендикуляр).
- Дуга тянет за собой бассейн, создавая более высокую, узкую коронку с более глубоким проникновением.
Влияние на качество сварки
| Техника | Угол поворота | Профиль сварки | Проникновение | Уровень брызг | Покрытие и чистота газа | Лучшее для |
|---|---|---|---|---|---|---|
| Вперед (нажатие) | 5°-20° вперед | Плоская, широкая, ровная бусина | Более мелкие / легкие | Нижний | Лучше (газ течет вперед по бассейну) | Чистый внешний вид, тонкие материалы, алюминий, позиционная сварка |
| Назад (тянуть) | 5°-20° назад | Более узкая, высокая крона | Более глубокий / более тяжелый | Выше | Немного уменьшен | Более толстые материалы, максимальное проплавление, сварные швы встык |
- Техника Push обычно дает более чистые сварные швы с меньшим количеством брызг и лучшей газовой защитой, так как газ проходит вперед над еще не расплавленной зоной - идеальный вариант для CO₂ сварка для снижения риска пористости.
- Техника вытягивания обеспечивает более глубокое проникновение, но может задерживать больше брызг и вызывать небольшую пористость, если покрытие газом незначительно (что часто встречается в установках с высоким током CO₂).
- Перпендикулярное расположение (0°) приемлемо для некоторых плоских работ, но часто приводит к среднему проникновению и большему количеству брызг, чем угловая техника.
Практические рекомендации
- Начните с Угол 10°-15° - Большинство сварщиков считают, что это оптимальный вариант для баланса между проплавлением, формой шарика и контролем разбрызгивания при работе с CO₂ MIG.
- Отрегулируйте в зависимости от материала и положения -
- Алюминий → Нажимайте почти всегда (лучшее очищающее действие и меньшая пористость).
- Стальные сварные швы → Вытяните для более глубокого проникновения в корень.
- Вертикально вверх → Слегка подтолкните или перпендикулярно к контрольной луже.
- Специфичен для CO₂: Сочетайте с правильным расходом газа (например, 20-25 л/мин для 200-350A) и расстоянием между соплами (15-20 мм), чтобы оптимизировать экранирование.
- Поддерживайте постоянный угол наклона - Покачивание резака приводит к появлению неровных шариков и дефектов.
- Комбинируйте со скоростью движения - Слишком быстрое нажатие = неглубокое проникновение; слишком медленное оттягивание = чрезмерное наращивание.
Краткое напоминание о предварительной сварке
- Решите, нажимать или тянуть в зависимости от желаемого проникновения и финишного покрытия.
- Установите угол перемещения 5°-20° в выбранном направлении.
- Держите горелку ровно и следите за тем, чтобы угол был постоянным на протяжении всей бусины.
- Сначала протестируйте на ломе - следите за стабильностью дуги, разбрызгиванием и профилем бисера.
Заключение: Угол и направление контролируют результат
При одних и тех же настройках машины можно получить плоскую, чистую бусину или глубокую, корончатую, просто изменив угол наклона горелки и направление движения. Освойте 0°-20° Выбирайте толкание или вытягивание целенаправленно - Ваши сварные швы приобретут однородность, внешний вид и прочность, особенно в сложных CO₂ областях применения.
Что Вы предпочитаете - толкать или тянуть - и почему? Поделитесь в комментариях своей лучшей техникой.
Метки: CO2 сварка, MIG, угол наклона горелки, толкатель, направление движения, безопасность сварки, проплавление, контроль брызг, профиль луча, WeldSafe Essentials
Похожие посты
- Безопасность сварки: Роль газового диффузора (газового экрана) горелки MIG - необходимое условие качества и защиты (WeldSafe Essentials 16)
- Безопасность сварки: Избегайте слишком длинных или свернутых сварочных кабелей - поддерживайте мощность и стабильность дуги (WeldSafe Essentials 15)
ZMDE Steel Machinery объединяет исследования и разработки, производство, продажи и обслуживание, обладая опытом в области интеллектуальных производственных линий по изготовлению балок H/T, индустрии IoT и систем управления.
Штаб-квартира в Шанхае: 999 Yunjuan Road, China (Shanghai) Pilot Free Trade Zone Lin-gang Special Area, Shanghai China База в Шандонге: 3888 Yinda Road, Weifang City, Shandong China Email: export.zmde@zmdetech.com
Тел: +86 131 6226 6595 (WeChat)
+86 180 0536 5092 (маркетинговый WhatsApp)
+86 185 2178 3568 (отдел продаж WhatsApp)