Безопасность сварки: Достижение высококачественных сварных швов - основное руководство по выбору защитных газов (WeldSafe Essentials 20)
Защитный газ - один из тех параметров, которые опытные сварщики выбирают инстинктивно, а новички часто ошибаются. Это не просто “вещество, которое не пропускает воздух”. Выбранный Вами газ напрямую влияет на стабильность дуги, перенос металла, окисление ванны, уровень брызг, внешний вид бусинок и степень пористости. Неправильный выбор газа не просто плохо выглядит; он увеличивает затраты на доработку и нарушает целостность конструкции.
В этом выпуске "WeldSafe Essentials" мы разделим выбор защитного газа по процессам сварки и основным материалам, а затем рассмотрим практическую трехступенчатую схему принятия решений, которую мы используем в ZMDE в цеху.

Основной принцип: Соответствие газа процессу и материалу
Не существует какого-то одного “лучшего” защитного газа. Есть только тот, который подходит для Вашей конкретной комбинации процессов, материалов и производственных требований. Приведенные ниже рекомендации являются отправной точкой - для окончательной настройки всегда требуются пробные сварные швы на реальном материале, прежде чем приступать к производству.
Стандартные рекомендации по использованию газа в зависимости от процесса сварки
| Процесс сварки | Основные материалы | Рекомендуемый защитный газ | Основные характеристики |
|---|---|---|---|
| TIG (GTAW) | Все металлы, особенно Al, Cu, нержавеющая сталь | Чистый аргон (Ar) | Самая чистая дуга, минимальное окисление, превосходный внешний вид бусин |
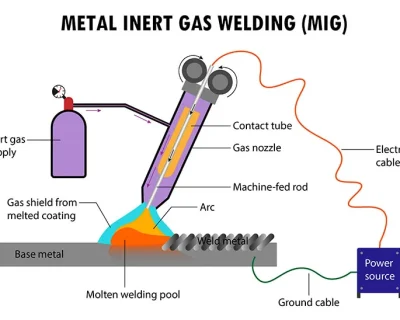
| MIG (GMAW) | Алюминий, медь, никель (цветные металлы) | Чистый аргон или аргоно-гелиевые смеси | Стабильная дуга, хорошо подходит для легких материалов |
| MAG (GMAW) | Углеродистая сталь, низколегированная сталь, нержавеющая сталь | Смеси на основе CO₂ или аргона (Ar+CO₂ / Ar+O₂) | Экономичность, хорошая проникающая способность, подходит для изготовления стальных изделий |
Подробное руководство по выбору материала
1. Мягкая / углеродистая сталь
- 100% CO₂: Самый экономичный вариант. Глубокое проникновение, хорошо подходит для толстых материалов. Производит заметно больше брызг - учитывайте это в стоимости очистки, если Вы работаете в большом объеме.
- C-25 (75% Ar / 25% CO₂): Отраслевой стандарт для MAG-сварки углеродистой стали. Сильный универсальный баланс стабильности дуги, проплавления и контроля разбрызгивания. Надежность при сварке во всех положениях.
- Более высокие соотношения Ar/CO₂ (например, 90/10, 85/15): Большее количество аргона означает лучший внешний вид бусинок и меньшее количество брызг, при незначительном снижении глубины проникновения. Его стоит использовать для видимых швов или автоматических линий, где время на очистку после сварки имеет значение.
2. Нержавеющая сталь
- Три-Микс (например, 90% He + 7,5% Ar + 2,5% CO₂): Обычно используется для передачи короткого замыкания. Стабильная дуга, хороший профиль шарика и предсказуемое поведение в разных положениях.
- Аргон + 2-5% Кислород: Предпочтительно для переноса распылением. Добавление кислорода улучшает текучесть сварочной ванны и создает заметно более плоские и гладкие шарики.
- Для TIG на нержавеющей поверхности: Всегда 100% Аргон. Без исключений.
3. Алюминий
- 100% Аргон: Подходит как для MIG, так и для TIG на алюминии. Стабильность дуги и очищающее действие аргона на оксид алюминия незаменимы. Чистота газа здесь необязательна - даже незначительное загрязнение вызывает пористость.
- Аргоно-гелиевые смеси (например, 75% Ar / 25% He): Когда Вам нужно добиться более глубокого проникновения или более высокой скорости движения на толстых алюминиевых участках. Гелий повышает теплоотдачу, а это часто именно то, что требуется толстому листу.

Характеристики защитного газа в одном взгляде
| Тип газа | Основные преимущества | Ограничения | Лучшее применение |
|---|---|---|---|
| Диоксид углерода (CO₂) | Глубокое проникновение, минимальная стоимость | Менее стабильная дуга, больше брызг, ограничено короткое замыкание и перенос глобул | Толстая углеродистая сталь, работы с высокой степенью осаждения, операции с ограниченным бюджетом |
| Аргон (Ar) | Очень стабильная дуга, превосходная очистка алюминия, минимум брызг | Низкое проникновение в сталь, риск подрезания | Сварка TIG; MIG на алюминии и цветных металлах |
| Аргон-CO₂ Смеси | Баланс между стабильностью дуги, проникающей способностью и стоимостью; меньше брызг, чем у чистого CO₂. | Более высокая стоимость по сравнению с чистым CO₂ | MAG-сварка углеродистой и низколегированной стали - наиболее универсальный вариант для ежедневного использования |
| Аргоно-кислородные смеси | Улучшает стабильность дуги и текучесть сварочной ванны; более плоский профиль шарика | Повышенное окисление; не подходит для алюминия и реактивных металлов | Перенос распыления на углеродистые и нержавеющие стали |
Практическая стратегия выбора: Трехступенчатое руководство
Шаг 1: Определите свою цель в области сварки
Что важнее всего в этой работе?
- Внешний вид и чистота бусин → Смеси с высоким содержанием аргона (C-25, 90/10) - это то, что нужно.
- Минимизация затрат на расходные материалы → Чистый CO₂ или смеси с высоким содержанием CO₂ помогут Вам в этом.
- Глубокое проникновение в толстую пластину → Более высокое CO₂ содержание работает в Вашу пользу.
- Тонкий материал → Повышенное содержание аргона обеспечивает более мягкую, контролируемую дугу, которая с меньшей вероятностью может перегореть.
Шаг 2: Подберите газ к материалу и процессу
- Алюминий и сплавы: Всегда используйте 100% аргон или смеси Ar/He. Чистота газа имеет решающее значение.
- Углеродистая сталь общего назначения: Начните с C-25 (75% Ar / 25% CO₂). Он прост, универсален и доступен почти везде.
- Нержавеющая сталь, внешний вид критически важен: Аргон с кислородом 1-3% обычно дает наилучшее покрытие при нанесении методом распыления.
- Сварка во всех положениях или сварка труб: Аргон с 5-10% CO₂ обычно предпочтительнее для передачи короткого замыкания - хорошая стабильность в разных положениях.
Шаг 3: Учитывайте производительность и общие затраты
- Роботизированная или автоматизированная сварка: Смеси с низким содержанием брызг (более высокое содержание аргона) сокращают время на очистку после сварки. Для робота, работающего 16 часов в день, это время быстро увеличивается.
- Крупносерийное производство: Не просто смотрите на цену газа на баллон. Рассчитывайте на выигрыш в скорости, качестве и сокращении повторной обработки. Чистый CO₂ стоит дешево, а очистка после чрезмерного разбрызгивания - нет.
- Сложные положения или удаленные суставы: Смеси на основе аргона обеспечивают стабильность дуги, необходимую Вам, когда перестановка не представляется возможной.

Краткая справочная таблица выбора
| Ваша основная потребность | Рекомендуемый стартовый газ | Почему |
|---|---|---|
| Сварка алюминия, качественная отделка | 100% Аргон | Подходит как для TIG, так и для MIG. Стабильные, чистые сварные швы без исключений. |
| Сварка низкоуглеродистой стали, ограниченный бюджет | 100% CO₂ | Максимальное проникновение при минимальных затратах на газ. |
| Нержавеющая сталь, все позиции | Три-микс (например, 90He / 7,5Ar / 2,5CO₂) | Надежная стабильность дуги и хороший профиль шарика для передачи короткого замыкания. |
| Толстая пластина, высокая производительность | Аргон с CO₂ 15-25% | Хороший баланс проникающей способности/стабильности для работ с большим количеством осадка. |
| Автоматизированная производственная линия | Аргон с 10% CO₂ + 5% O₂ | Минимальное количество брызг, стабильное качество бисера, не требует вмешательства. |
Заключение: Правильный газ - это мультипликатор силы
Выбор газа - один из немногих параметров, когда небольшое изменение - например, переход с чистого CO₂ на C-25 - может привести к немедленному и заметному улучшению качества сварки без каких-либо изменений в технике или оборудовании. Это стоит сделать правильно.
Основные правила просты: чистый аргон для алюминия, аргоновые смеси для стали, добавьте кислород для распыления нержавеющей стали, добавьте гелий для толстых секций из цветных металлов. Но детали имеют значение. Всегда выполняйте пробные сварные швы на ломе, прежде чем использовать новую газовую установку для производственных работ.
Какой защитный газ Вы используете для повседневных работ и почему? Поделитесь своим опытом в комментариях - нам всегда интересно узнать, что работает в цехах.
Ознакомьтесь с другими материалами из серии WeldSafe Essentials, чтобы узнать о практической безопасности сварки и оптимизации процессов от ZMDE.
ZMDE Steel Machinery объединяет исследования и разработки, производство, продажи и обслуживание, обладая опытом в области интеллектуальных производственных линий по изготовлению балок H/T, индустрии IoT и систем управления.
Штаб-квартира в Шанхае: 999 Yunjuan Road, China (Shanghai) Pilot Free Trade Zone Lin-gang Special Area, Shanghai China База в Шандонге: 3888 Yinda Road, Weifang City, Shandong China Email: export.zmde@zmdetech.com
Тел: +86 131 6226 6595 (WeChat)
+86 180 0536 5092 (маркетинговый WhatsApp)
+86 185 2178 3568 (отдел продаж WhatsApp)