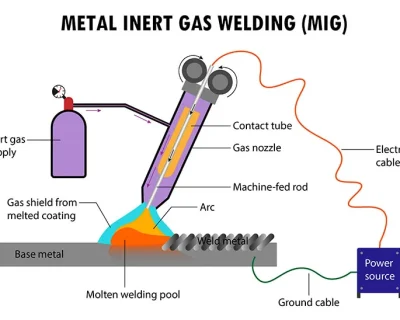
Безопасность сварки: Достижение высококачественных сварных швов - правильный угол наклона горелки и направление движения (WeldSafe Essentials 17)
Даже при одинаковых настройках силы тока, напряжения и подачи проволоки внешний вид конечного сварного шва, проплавление, уровень разбрызгивания и общее качество могут значительно отличаться в зависимости от Вашего угол наклона резака и Техника путешествий. В WeldSafe Essentials #17, Мы рассмотрим два основных метода сварки MIG.вперед (толчок/передняя рука) и назад (тяга/таскание/бэкхэнд)-включая рекомендуемый диапазон углов поворота От 0° до 20° и как каждый из них влияет на сварочную ванну, покрытие защитным газом и профиль шарика.
Путешествия вперед и назад: Основы
- Передовой метод (толчок / передний край)
- Очки для факелов вперед в направлении движения.
- Угол поворота: Обычно 5°-20° вперед (факел наклонен вперед относительно перпендикуляра).
- Дуга толкает расплавленный бассейн вперед, расплющивая его.
- Обратный метод (Pull / Drag / Backhand)
- Очки для факелов назад против направления движения.
- Угол поворота: Обычно 5°-20° назад (факел наклонен за перпендикуляр).
- Дуга тянет за собой бассейн, создавая более высокую и узкую корону.
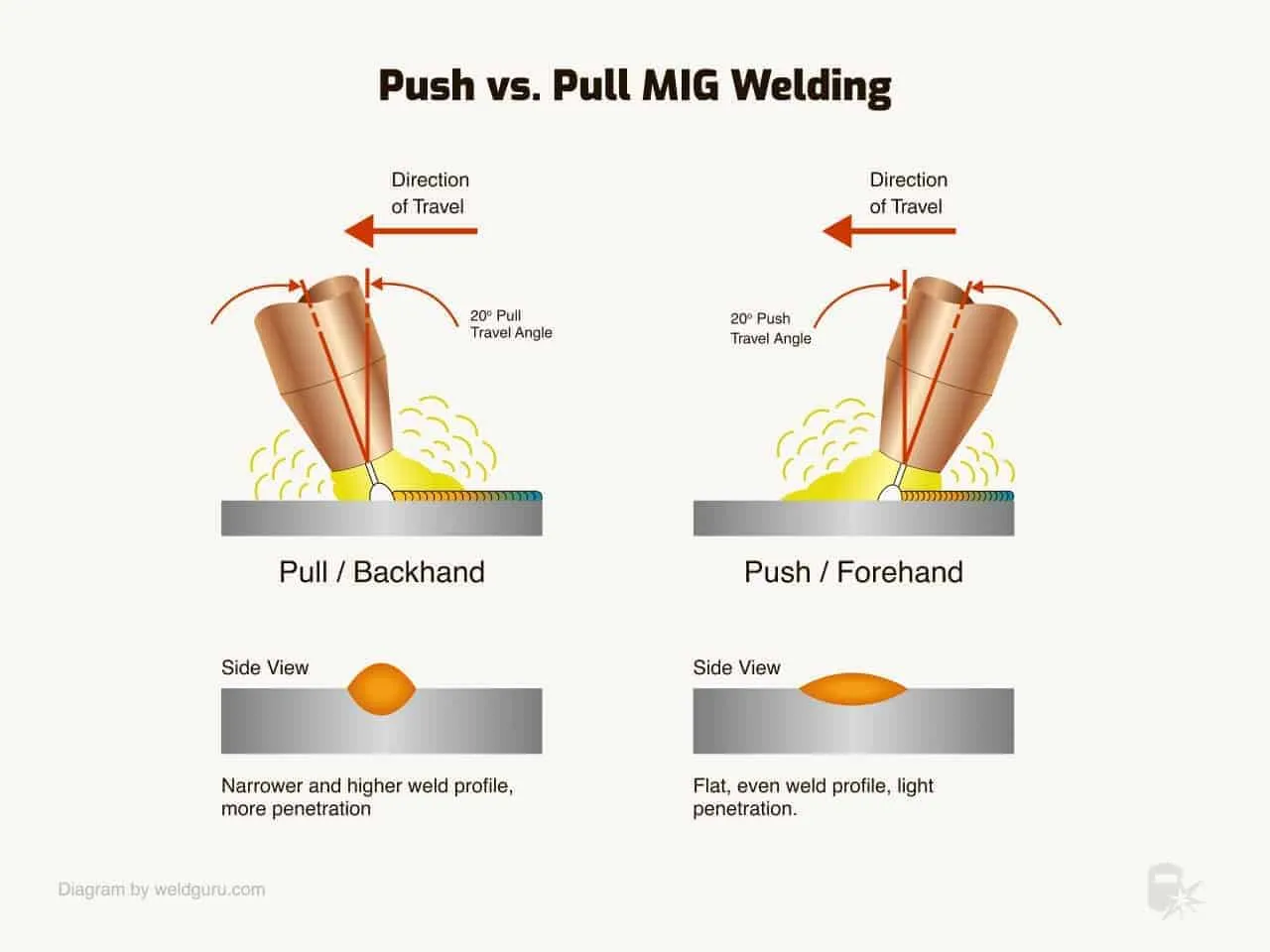
Вот наглядные диаграммы, сравнивающие эти две техники (обратите внимание на примеры с углом перемещения 20°):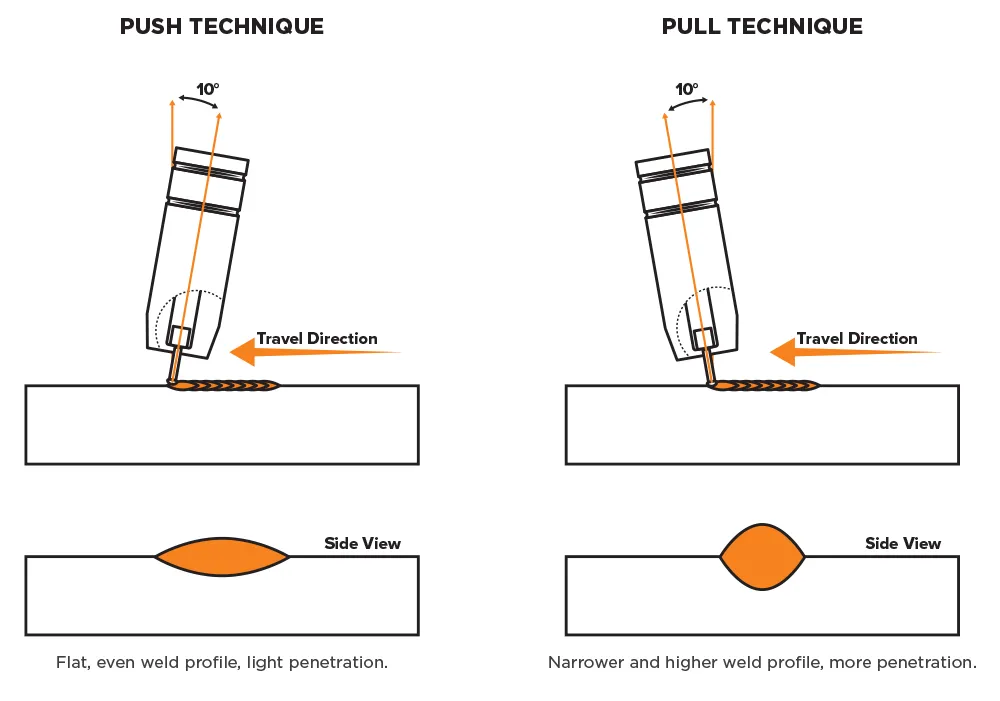
| Техника | Угол поворота | Профиль сварки | Проникновение | Уровень брызг | Покрытие и чистота газа | Лучшее для |
|---|---|---|---|---|---|---|
| Вперед (нажатие) | 5°-20° вперед | Плоская, широкая, ровная бусина | Более мелкие / легкие | Нижний | Лучше (газовые потоки впереди) | Чистый внешний вид, тонкие материалы, алюминий, позиционная сварка |
| Назад (тянуть) | 5°-20° назад | Более узкая, высокая крона | Более глубокий / более тяжелый | Выше | Немного уменьшен | Более толстые материалы, максимальное проплавление, сварные швы встык |
- Техника толкания как правило, дает более чистые сварные швы с меньшим количеством брызг и лучшей газовой защитой, поскольку газ подается вперед над еще не расплавившейся ванной.
- Техника вытягивания обеспечивает более глубокое проникновение, но может задерживать больше брызг и вызывать небольшую пористость, если газовое покрытие незначительно.
Перпендикулярное расположение (0°) приемлемо для некоторых плоских работ, но часто приводит к среднему проникновению и большему количеству брызг, чем угловая техника.
Практические рекомендации
- Начните с угла 10°-15° - Большинство сварщиков считают, что это оптимальный вариант для баланса между проникающей способностью, формой шарика и контролем разбрызгивания.
- Отрегулируйте в зависимости от материала и положения —
- Алюминий → Нажимайте почти всегда (лучшее очищающее действие и меньшая пористость)
- Стальные сварные швы → Вытягивание для более глубокого проникновения в корень
- Вертикально вверх → Небольшой толчок или перпендикулярно к контрольной луже
- Поддерживайте постоянный угол наклона - Покачивание резака приводит к появлению неровных бусин и дефектов.
- Комбинируйте со скоростью передвижения - Слишком быстрое нажатие = неглубокое проникновение; слишком медленное оттягивание = чрезмерное наращивание.
Краткое напоминание о предварительной сварке
- Решите, нажимать или тянуть в зависимости от желаемого проникновения и финишного покрытия
- Установите угол перемещения 5°-20° в выбранном направлении
- Держите горелку ровно и следите за тем, чтобы угол наклона был постоянным на протяжении всей бусины
- Сначала проведите испытания на ломе - следите за стабильностью дуги, разбрызгиванием и профилем бисера.
Заключение: Угол и направление контролируют результат
Одни и те же настройки аппарата позволяют получить плоский, чистый шов или глубокий, корончатый, просто изменив угол наклона горелки и направление движения. Освойте диапазон 0°-20° и целенаправленно выбирайте "толкание" или "вытягивание" - Ваши сварные швы приобретут последовательность, внешний вид и прочность.
Что Вы предпочитаете - толкать или тянуть - и почему? Поделитесь в комментариях своей лучшей техникой.