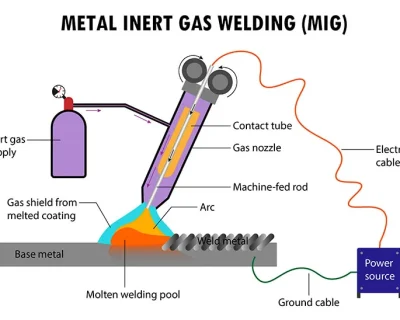
Безопасность сварки: Держите кабель горелки MIG как можно более прямым - для плавной подачи и стабильной дуги (WeldSafe Essentials 13)
Кабель горелки MIG - это гибкий спасательный круг, по которому передается проволока, газ, питание и сигналы управления, но чрезмерный изгиб превращает его в основной источник сопротивления. На сайте WeldSafe Essentials #13, Мы объясним, почему держать факельный кабель как можно прямее очень важна для стабильной подачи проволоки, устойчивой дуги и уменьшения износа всей системы.
Проблема с сильными изгибами
Когда кабель резака резко изогнут или туго намотан:
- Повышенное сопротивление подаче проволоки - Подложка внутри кабеля сжимается и создает точки трения, заставляя механизм подачи проволоки работать интенсивнее.
- Непостоянная скорость движения провода - Скачки и падения скорости приводят к обрыву, перегоранию или нестабильной длине дуги.
- Неустойчивая дуга - Колебания подачи проволоки приводят к разбрызгиванию, пористости, плохому проникновению и подрезанию.
- Преждевременный износ - Чрезмерный изгиб подвергает нагрузке вкладыш, контактный наконечник и приводные ролики, сокращая срок службы расходных материалов.
Чем длиннее кабель резака, тем хуже этот эффект: небольшие изгибы создают пропорционально большее сопротивление на расстоянии.

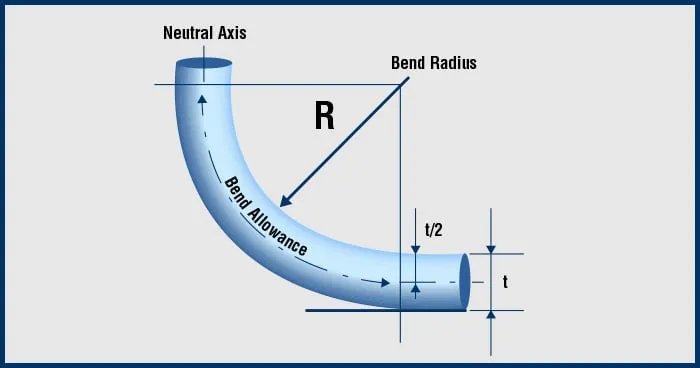
Рекомендуемая практика: Минимальный радиус изгиба
- Сохраняйте плавные изгибы - Поддерживайте минимальный радиус изгиба 300 мм (≈12 дюймов) или больше, когда это возможно.
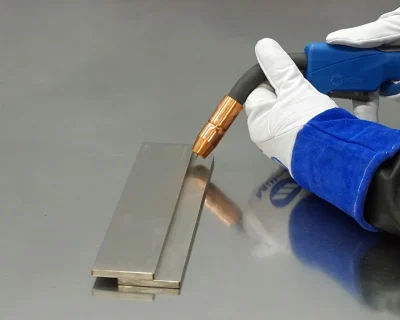
- Идеальное состояние - Используйте кабель резака в почти прямой или только слегка изогнутый путь от подающего механизма до точки сварки.
- Избегайте Тугие витки, резкие повороты на 90°, обматывание вокруг препятствий или чтобы кабель свисал в тугую петлю.
Правило большого пальца: Чем длиннее кабель резака (например, 4,5 м или 6 м), тем больше Вам следует увеличить радиус изгиба, чтобы компенсировать кумулятивное сопротивление.
Визуальное сравнение
Вот примеры, показывающие правильную и неправильную прокладку кабеля резака:
- Слева: Пологий изгиб с большим радиусом → плавная подача
- Правильно: Тугие изгибы и витки → высокое сопротивление, нестабильная дуга
Советы по быстрой настройке
- Расположите устройство подачи проволоки как можно ближе к рабочей зоне, чтобы свести к минимуму необходимую длину кабеля.
- Используйте кабельные подвесы, опоры или штанги, чтобы держать кабель резака в приподнятом и плавно изогнутом положении.
- Избегайте прокладки под ногами, за углами или в узких проходах.
- Во время перерывов свободно перекиньте кабель резака через крюк - ни в коем случае не наматывайте его туго.
- Проверьте подачу вручную, прежде чем пускать дугу: потяните проволоку рукой - если она кажется ломкой или упругой, сначала выпрямите кабель.
Быстрый контрольный список перед сваркой
- Кабель резака в основном прямой или плавно изогнутый
- Отсутствие узких изгибов радиусом менее 300 мм
- Никаких катушек или обмоток вокруг оборудования
- Кабель поддерживается для предотвращения перетягивания или перекручивания
- Ручная подача проволоки кажется плавной и последовательной
Прямой кабель = стабильные сварные швы
Почти прямой кабель горелки - один из самых простых и дешевых способов улучшить качество MIG-сварки. Соблюдайте минимальный радиус изгиба в 300 мм, особенно на длинных горелках, и Вы заметите более плавную подачу, более чистую дугу и меньшее количество гнезд и обратных прожогов. Небольшие изменения в маршрутизации дают большой прирост качества.