Seguridad en la soldadura: Conseguir soldaduras de alta calidad - La guía esencial para seleccionar los gases de protección (WeldSafe Essentials 20)
El gas de protección es uno de esos parámetros sobre los que los soldadores experimentados toman decisiones instintivamente, y los principiantes suelen equivocarse mucho. No es sólo “lo que mantiene el aire fuera”. El gas que elija afecta directamente a la estabilidad del arco, el comportamiento de transferencia del metal, la oxidación del baño, los niveles de salpicaduras, el aspecto del cordón y los índices de porosidad. Una decisión equivocada en la selección del gas no sólo queda mal; aumenta los costes de retrabajo y socava la integridad estructural.
En este número de WeldSafe Essentials, desglosamos la selección del gas de protección por proceso de soldadura y material base y, a continuación, recorremos un práctico marco de decisión en tres pasos que utilizamos en ZMDE en el taller.

Principio básico: Adaptar el gas al proceso y al material
No existe un único “mejor” gas de protección. Sólo existe el adecuado para su combinación específica de proceso, material y requisitos de producción. Las recomendaciones que figuran a continuación son puntos de partida; el ajuste final siempre requiere soldaduras de prueba en material de desecho real antes de comprometerse con una tirada de producción.
Recomendaciones de gases estándar por proceso de soldadura
| Proceso de soldadura | Materiales primarios | Gas protector recomendado | Características principales |
|---|---|---|---|
| TIG (GTAW) | Todos los metales, especialmente Al, Cu, Acero inoxidable | Argón puro (Ar) | Arco más limpio, mínima oxidación, excelente aspecto del talón |
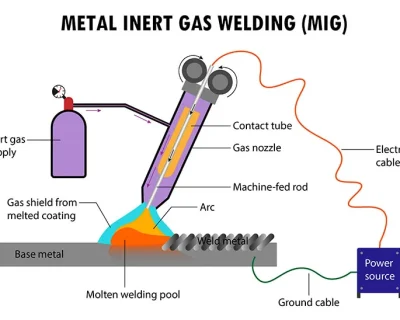
| MIG (GMAW) | Aluminio, cobre, níquel (no ferrosos) | Argón puro o mezclas de argón y helio | Arco estable, bueno para materiales de calibre ligero |
| MAG (GMAW) | Acero al carbono, acero de baja aleación, acero inoxidable | Mezclas a base de CO₂ o argón (Ar+CO₂ / Ar+O₂) | Rentable, buena penetración, adecuada para la fabricación de acero |
Guía detallada de selección por material
1. Acero dulce / al carbono
- 100% CO₂: La opción más económica. Penetración profunda, muy adecuada para materiales más gruesos. Produce notablemente más salpicaduras - tenga esto en cuenta en su coste de limpieza si trabaja con un volumen elevado.
- C-25 (75% Ar / 25% CO₂): El estándar de la industria para la soldadura MAG en acero al carbono. Gran equilibrio entre estabilidad del arco, penetración y control de salpicaduras. Fiable para soldadura en todas las posiciones.
- Relaciones Ar/CO₂ más elevadas (por ejemplo, 90/10, 85/15): Más argón significa un mejor aspecto del cordón y menos salpicaduras, con una modesta compensación en la profundidad de penetración. Merece la pena para costuras visibles o líneas automatizadas donde el tiempo de limpieza posterior a la soldadura importa.
2. Acero inoxidable
- Tri-Mix (por ejemplo, 90% He + 7,5% Ar + 2,5% CO₂): Común para la transferencia de cortocircuitos. Arco estable, buen perfil del cordón y comportamiento predecible en todas las posiciones.
- Argón + 2-5% Oxígeno: Preferido para la transferencia por pulverización. La adición de oxígeno mejora la fluidez del baño de soldadura y produce un cordón notablemente más plano y liso.
- Para TIG en acero inoxidable: Siempre 100% Argón. Sin excepciones.
3. Aluminio
- 100% Argón: Correcto tanto para MIG como para TIG sobre aluminio. La estabilidad del arco y la acción limpiadora que proporciona el argón sobre el óxido de aluminio son insustituibles. La pureza del gas aquí no es opcional - incluso una pequeña contaminación causa porosidad.
- Mezclas de argón y helio (por ejemplo, 75% Ar / 25% He): Cuando necesite una penetración más profunda o una mayor velocidad de avance en secciones gruesas de aluminio. El helio aumenta el aporte de calor, que a menudo es exactamente lo que exige la chapa gruesa.

Características del gas protector de un vistazo
| Tipo de gas | Ventajas principales | Limitaciones | Mejor aplicación |
|---|---|---|---|
| Dióxido de carbono (CO₂) | Penetración profunda, menor coste | Arco menos estable, salpicaduras más elevadas, limitado al cortocircuito y a la transferencia globular | Acero al carbono grueso, trabajos de alta deposición, operaciones de presupuesto limitado |
| Argón (Ar) | Arco muy estable, excelente acción de limpieza del aluminio, salpicaduras mínimas | Menor penetración en el acero, riesgo de socavación | Soldadura TIG; MIG en aluminio y metales no ferrosos |
| Mezclas de argón-CO₂ | Equilibra la estabilidad del arco con la penetración y el coste; menos salpicaduras que el CO₂ puro. | Mayor coste que el CO₂ puro | Soldadura MAG de acero al carbono y de baja aleación: la opción más versátil de uso diario |
| Mezclas de argón y oxígeno | Mejora la estabilidad del arco y la fluidez del baño de soldadura; perfil del cordón más plano | Aumento de la oxidación; inadecuado para aluminio y metales reactivos | Transferencia por pulverización en aceros al carbono e inoxidables |
Estrategia práctica de selección: Una guía en 3 pasos
Paso 1: Defina su objetivo de soldadura
¿Qué es lo más importante en este trabajo?
- Aspecto y limpieza del talón → Las mezclas ricas en argón (C-25, 90/10) son la opción adecuada.
- Minimizar el coste de los consumibles → El CO₂ puro o las mezclas con alto contenido en CO₂ lo conseguirán.
- Penetración profunda en placa gruesa → Un mayor contenido de CO₂ juega a su favor.
- Material de calibre fino → Un mayor contenido de argón le proporciona un arco más suave y controlable, menos propenso a reventar.
Paso 2: Adaptar el gas al material y al proceso
- Aluminio y aleaciones: Siempre 100% Argón o mezclas Ar/He. La pureza del gas es crítica.
- Acero al carbono de uso general: Empiece con C-25 (75% Ar / 25% CO₂). Es indulgente, versátil y está disponible en casi todas partes.
- Acero inoxidable, apariencia crítica: El argón con oxígeno 1-3% suele dar el mejor acabado para las aplicaciones de transferencia por pulverización.
- Soldadura en todas las posiciones o en tubo: Se suele preferir el argón con 5-10% CO₂ para la transferencia en cortocircuito - buena estabilidad a través de las posiciones.
Paso 3: Factor de productividad y coste total
- Soldadura robotizada o automatizada: Las mezclas de baja salpicadura (mayor contenido de argón) reducen el tiempo de limpieza posterior a la soldadura. En un robot que funciona 16 horas al día, eso se acumula rápidamente.
- Producción de gran volumen: No se fije sólo en el precio de la gasolina por cilindro. Calcúlelo frente a las ganancias en velocidad, calidad y reducción de retrabajos. El CO₂ puro es barato; la limpieza tras salpicaduras excesivas no lo es.
- Posiciones difíciles o articulaciones alejadas: Las mezclas a base de argón le proporcionan la estabilidad de arco que necesita cuando el reposicionamiento no es una opción.

Tabla de selección de referencia rápida
| Su necesidad principal | Gas de arranque recomendado | Por qué |
|---|---|---|
| Soldadura de aluminio, acabado de calidad | 100% Argón | Correcta tanto para TIG como para MIG. Soldaduras estables y limpias sin excepción. |
| Soldadura de acero dulce, presupuesto ajustado | 100% CO₂ | Máxima penetración con el menor coste de gas. |
| Acero inoxidable, todas las posiciones | Tri-Mix (por ejemplo, 90He / 7,5Ar / 2,5CO₂) | Estabilidad fiable del arco y buen perfil del cordón para la transferencia en cortocircuito. |
| Chapa gruesa, alta productividad | Argón con 15-25% CO₂ | Buen equilibrio penetración/estabilidad para trabajos de alta deposición. |
| Línea de producción automatizada | Argón con 10% CO₂ + 5% O₂ | Salpicaduras mínimas, calidad constante de los cordones, requiere poca intervención. |
Conclusión: El gas adecuado es un multiplicador de fuerza
La selección del gas es uno de los pocos parámetros en los que un pequeño cambio -pasar de CO₂ puro a C-25, por ejemplo- puede producir una mejora inmediata y visible en la calidad de la soldadura sin cambiar la técnica ni el equipo. Merece la pena hacerlo bien.
Las reglas básicas son sencillas: argón puro para el aluminio, mezclas de argón para el acero, añadir oxígeno para la transferencia por pulverización de acero inoxidable, añadir helio para secciones gruesas no férricas. Pero los detalles importan. Realice siempre soldaduras de prueba en material de desecho antes de comprometerse con una nueva configuración de gas en el trabajo de producción.
¿Cuál es su gas de protección preferido para las aplicaciones cotidianas y por qué? Comparta su experiencia en los comentarios: siempre nos interesa saber qué funciona en el taller.
Explore más en la serie WeldSafe Essentials para obtener contenidos prácticos sobre seguridad en la soldadura y optimización de procesos de ZMDE.
ZMDE Steel Machinery integra I+D, fabricación, ventas y servicio, con experiencia en líneas inteligentes de producción estructural de vigas H/T, IoT industrial y sistemas de control.
Sede de Shanghai: 999 Yunjuan Road, Zona Piloto de Libre Comercio de China (Shanghai) Área Especial de Lin-gang, Shanghai China Base de Shandong: 3888 Yinda Road, Ciudad de Weifang, Shandong China Correo electrónico: export.zmde@zmdetech.com
Tel: +86 131 6226 6595 (WeChat)
+86 180 0536 5092 (WhatsApp de marketing)
+86 185 2178 3568 (Ventas WhatsApp)