
Soudage des aciers de construction chinois courants : Q235 (GB/T 700) vs Q345 (GB/T 1591) - Guide pratique complet avec équivalents internationaux (ASTM, EN, JIS)
1. Introduction
Q235 et Q345 sont les deux aciers de construction les plus utilisés en Chine et dans toute l'Asie. Ensemble, ils représentent plus de 70 % de tout l'acier consommé dans la construction, les ponts, les appareils à pression, les machines et la fabrication générale. Cet article fournit une référence unique, prête à l'emploi, qui compare :- Q235A/B/C/D (GB/T 700-2006)
- Q345A/B/C/D/E (GB/T 1591-2018) et leurs équivalents internationaux directs :
- ASTM A36 / A572 Gr.50
- EN S235JR / S355JR / S355J2
- JIS SS400 / SM490A

2. Composition chimique et équivalent carbone (CEV / PCM)
| Acier | C max | Si max | Mn max | P max | S max | CEV typ. (IIW) | PCM typique |
|---|---|---|---|---|---|---|---|
| Q235A | 0.22 | 0.35 | 1.40 | 0.045 | 0.050 | ≤0.38 | ≤0.22 |
| Q235B/C/D 0,20 | 0.35 | 1.40 | 0.035-0.040 | 0.030-0.040 | ≤0.37 | ≤0.20 | |
| Q345A/B 0,20 | 0.50 | 1.70 | 0.035 | 0.035 | ≤0.44 | ≤0.24 | |
| Q345C/D/E 0,18 | 0.50 | 1.70 | 0.030 | 0.030 | ≤0.42 | ≤0.22 |
3. Équivalences de notes internationales (pour la rédaction des spécifications)
| Chine (GB) | ÉTATS-UNIS (ASTM) | Europe (EN) | Japon (JIS) | Corée (KS) |
|---|---|---|---|---|
| Q235A | A36, A283 Gr.C | S235JR | SS400 | SS400 |
| Q235B | A36 | S235J0 / S235J2 | SS400 | SS400 |
| Q345B | A572 Gr.50 | S355JR | SM490A | SM490A |
| Q345D | A572 Gr.50 | S355J2 | SM490YA | SM490YA |
4. Procédés de soudage et métaux d'apport recommandés
| Acier | Procédures préférées (par ordre de popularité en Chine) | Classification des charges AWS / EN | Électrodes courantes chinoises |
|---|---|---|---|
| Q235 | SMAW → GMAW/MIG → FCAW → SAW | E7018, ER70S-6, E71T-1 | J422 (E4303), J426 (E4316), CHE427 (E5015) |
| Q345 | SMAW → GMAW/MIG → FCAW → SAW | E8018-C3, ER80S-G, E81T1-Ni1 | CHE507 (E5015), CHE557 (E5515), CHE607 |
5. Exigences en matière de température de préchauffage et d'intervalle (EN 1011-2 et pratique chinoise)
| Épaisseur combinée (mm) | Q235 (tous les grades) | Q345A/B | Q345C/D/E (CEV ≤0,42) |
|---|---|---|---|
| ≤20 | Aucun | Aucun | Aucun |
| 20-40 | Aucun | 50-100°C | 80-120°C |
| 40-70 | 50°C (en option) | 100-150°C | 100-150°C |
| >70 | 75-100°C | 120-175°C | 120-175°C |
6. Traitement thermique post-soudure (PWHT)
| Condition | Q235 | Q345 |
|---|---|---|
| Fabrication normale (t ≤ 50 mm) | Pas nécessaire | Généralement non requis |
| Sections lourdes ou retenue | Détente 550-620 °C en option | 550-620 °C × 1 h/pouce recommandé |
| Appareils à pression (GB 150 / ASME) | Suivez le code | 580-620 °C obligatoire dans de nombreux cas |
7. Paramètres de soudage typiques (fil solide GMAW ER70S-6 / ER80S-G)
| Acier | Ø du fil (mm) | Courant (A) | Tension (V) | Apport de chaleur (kJ/mm) |
|---|---|---|---|---|
| Q235 | 1.2 | 220-300 | 26-32 | 0.8-1.6 |
| Q345 | 1.2 | 240-320 | 27-34 | 1.0-2.0 |

8. Défauts courants et prévention
| Défaut | Principale cause de Q235/Q345 | La prévention |
|---|---|---|
| Fissuration par le froid | Hydrogène + retenue (Q345) | Consommables à faible teneur en hydrogène, préchauffage |
| Absence de fusion | Faible apport de chaleur, plaques épaisses | Minimum 1,0 kJ/mm, tissage adéquat |
| Distorsion excessive | Apport de chaleur élevé sur du Q235 mince | Sauter le soudage, séquence de pas à pas |
| Déchirure lamellaire | Chargement à travers l'épaisseur d'une plaque lourde | Utilisez de l'acier de qualité Z (Q345D-Z35) si nécessaire. |
9. Quel acier choisir ?
| Exigence | Choisissez |
|---|---|
| Fabrication générale, coût critique | Q235B (équivalent à A36/SS400) |
| Plus grande résistance, épaisseur modérée | Q345B (équivalent à S355JR) |
| Service à basse température (≤ -20 °C) | Q235D ou Q345D/E |
| Structures offshore ou sismiques | Q345D-Z25/Z35 ou Q355J2 |
Postes connexes

Sécurité en soudage : Obtenir des soudures de haute qualité - Le guide essentiel pour sélectionner les gaz de protection (WeldSafe Essentials 20)
Le gaz de protection est l'un des paramètres pour lesquels les soudeurs expérimentés prennent des décisions instinctives [...]
En savoir plus
Sécurité en soudage : Obtenir des soudures de haute qualité - Nettoyer correctement les matériaux de base avant le soudage (WeldSafe Essentials 19)
Un bon nettoyage avant soudage élimine l'huile, la rouille, la peinture et l'humidité pour éviter la porosité et les défauts. Réalisez [...]
En savoir plus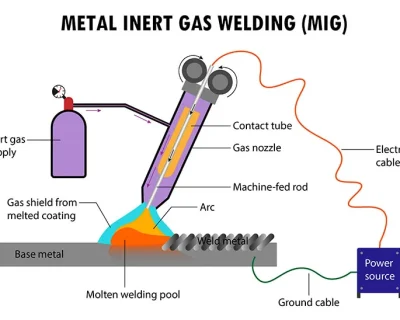
Sécurité en soudage : Obtenir des soudures de haute qualité - Angle et direction de déplacement de la torche en poussée ou en traction (WeldSafe Essentials 18)
Découvrez le soudage MIG en poussée ou en traction : maîtrisez le meilleur angle de torche (5°-20°) et le meilleur sens de déplacement pour [...]
En savoir plus
Sécurité en soudage : Obtenir des soudures de haute qualité - Angle de torche et direction de déplacement appropriés (WeldSafe Essentials 17)
Maîtrisez la qualité du soudage MIG : utilisez l'angle de déplacement de la torche approprié (0°-20°) et choisissez l'avance (poussée) ou [...]
En savoir plus